Производственный цикл: состав, структура и длительность. Пути сокращения длительности производственного цикла
Предметы производства при их преобразовании в конкретное изделие проходят через большую совокупность основных и вспомогательных операций, образующих совместно с различными видами пролеживания изделия производственный цикл его изготовления.
Производственный цикл изготовления изделия — это упорядоченная совокупность всех процессов, через которые проходит изделие от начала до окончания его изготовления.
Основные характеристики производственного цикла:
Структура производственного цикла изготовления изделия — это состав и способ сочетания во времени всех процессов, осуществляемых над изделием и его компонентами при их изготовлении.
Состав процессов, образующих производственный цикл изготовления каждого изделия, строго индивидуален и определяется составом самого изделия, видом технологических процессов его изготовления и рядом других факторов.
Обобщенный состав производственного цикла изготовления изделий включает следующие два укрупненных вида процессов:
— активные, в течение которых над изделием и его компонентами выполняются какие-либо производственные операции;
— процесс пролеживания, в течение которого изделие и его компоненты не подвергаются каким-либо целенаправленным воздействиям.
По характеру воздействия на изделие и его компоненты активные процессы делятся на:
— основные, включающие формообразующие, обработочные, сборочные, электромонтажные и регулировочно-настроечные операции;
— вспомогательные, включающие операции контроля, испытания, перемещения, складирования и комплектования.
Пролеживания, в зависимости от времени их возникновения, делятся на:
— пролеживания в рабочее время , включающие в себя :
- пролеживания изделия во время выполнения рабочими подготовительно-заключительных работ;
- внутрипартионные пролеживания, возникающие при изготовлении однотипных изделий партиями и включающие пролеживание изделия от начала изготовления партии до начала изготовления данного изделия партии и пролеживание изделия от момента окончания его изготовления до момента окончания изготовления всей партии;
- пролеживания в ожидании освобождения рабочего места и возможности начала следующей операции;
- пролеживания во время регламентированных перерывов на отдых рабочих;
- пролеживания перед комплектованием в ожидании других изделий, входящих в сборочный комплект;
- пролеживания при случайных нарушениях нормального хода процесса его производства.
— пролеживания в нерабочее время , включающие в себя :
· пролеживания во время перерывов на обед рабочих;
· пролеживания между рабочими сменами (межсменное пролеживание);
· пролеживания в выходные и праздничные дни.
Каждый конкретный вид изделия имеет индивидуальный цикл изготовления, в который могут входить все или только часть рассмотренных выше процессов, причем основные и вспомогательные процессы, а также пролеживания входят в этот цикл в самой различной последовательности и комбинации, составляя основу его структуры.
Другой важнейшей характеристикой производственного цикла изготовления изделия является его длительность.
Длительность производственного цикла изготовления изделия — это календарный период от момента начала до момента окончания изготовления изделия в целом, включая все его компоненты.
В общем виде она определяется как сумма неперекрывающихся длительностей активных процессов, естественных процессов, пролёживаний (рис. 5.7.).
Естественные процессы – это физико-химические процессы, связанные с изменением состояния конструкционных материалов и веществ, образующих изделие (нагревание, охлаждение, сушка, намачивание, отвердевание, кристаллизация, растворение и т.п.).
Длительность производственного цикла выражается в календарных днях.
При расчете длительности производственного цикла учитываются следующие элементы затрат рабочего времени
— подготовительно-заключительное время,которое рабочий затрачивает на ознакомление с порученной работой, подготовку к ней, а также на выполнение действий, связанных с ее окончанием;
— оперативное время,которое затрачивается на выполнение производственной операции.
Оперативное время включает:
— основное время, затрачиваемое на выполнение основной операции технологического процесса;
— вспомогательное время, затрачиваемое на выполнение вспомогательных действий (установка детали на станке, пуск станка, контрольные замеры, остановка станка, снятие детали и т.п.)
— время обслуживания рабочего места, затрачиваемое на поддержание в надлежащем состоянии рабочего места (оборудования, оснастки, производственного помещения).
Оно состоит из:
— времени технического обслуживания (переналадка оборудования, поддержание его в рабочем состоянии);
— времени организационного обслуживания (получение инструмента и его раскладка, уборка производственного помещения);
— время перерывов на отдых и личные надобности — это время, необходимое для поддержания рабочего в нормальном состоянии. Включает пассивное время отдыха (затрачивается рабочим самостоятельно), а также активное время (проведение производственной гимнастики).
Время выполнения производственного задания нормируется.
— Норма штучного времени Тшт
где То – норма оперативного времени, — доля времени на обслуживание рабочего времени, — доля времени на отдых и личные надобности (в процентах от оперативного времени).
Для расчета нормы времени при изготовлении партии деталей используется норма штучно-калькуляционного времени, определяемая по формуле:
где Тпз – норма подготовительно-заключительного времени (устанавливается на партию деталей), n – размер партии деталей.
Производственный цикл Тц:
где Тврп — время рабочего процесса;
Твпр — время перерывов.
В течение рабочего периода выполняются технологические операции:
где Тшк — штучно-калькуляционное время;
Тк — время контрольных операций;
Ттр — время транспортирования предметов труда;
Те — время естественных процессов (старения, релаксации, естественной сушки, отстоя взвесей в жидкостях и т.п.).
Сумму времен штучного, контрольных операций, транспортирования называют операционным временем (Топр):
В операционный цикл Тк и Ттр включены условно, так как в организационном отношении они не отличаются от технологических операций.
где Топ — оперативное время;
Тпз — подготовительно-заключительное время при обработке новой партии деталей;
Тен — время на отдых и естественные надобности рабочих;
Тото — время организационного и технического обслуживания (получение и сдача инструмента, уборка рабочего места, смазка оборудования и т.п.).
Оперативное время (Топ) в свою очередь состоит из основного (Тос) и вспомогательного времени (Тв):
Основное время — это непосредственное время обработки или выполнения работы.
Вспомогательное время:
где Ту — время установки и снятия детали (сборочной единицы) с оборудования;
Тз — время закрепления и открепления детали в приспособлении;
Ток — время операционного контроля рабочего (с остановкой оборудования) в ходе операции.
Время перерывов (Твпр) обусловлено режимом труда (Трт), межоперационным пролеживанием детали (Тмо), временем перерывов на межремонтное обслуживание и осмотры оборудования (Тр) и временем перерывов, связанных с недостатками организации производства (Торг):
Время межоперационного пролеживания (Тмо) определяется временем перерывов партионности (Тпар), перерывов ожидания (Тож) и перерывов комплектования (Ткп):
Перерывы партионности (Тпар) возникают при изготовлении изделий партиями и обусловлены пролеживанием обработанных деталей до готовности всех деталей в партии на технологической операции.
Перерывы ожидания (Тож) вызываются несогласованной длительностью смежных операций технологического процесса.
Перерывы комплектования (Ткп) возникают при переходе от одной фазы производственного процесса к другой.
Таким образом, в общем виде производственный цикл выражается формулой:
При расчете производственного цикла необходимо учитывать перекрытие некоторых элементов времени либо технологическим временем, либо временем межоперационного пролеживания. Время транспортировки предметов труда (Ттр) и время выборочного контроля качества (Тк) являются перекрываемыми элементами.
Исходя из сказанного, производственный цикл можно выразить формулой:
где кпер — коэффициент перевода рабочих дней в календарные (отношение числа календарных дней (Dк) к числу рабочих дней в году (Dр), кпер = Dк/Dр);
кор — коэффициент, учитывающий перерывы на межремонтное обслуживание оборудования и организационные неполадки (обычно 1,15-1,2).
В серийном производстве изделия изготовляются партиями.
Производственная партия (n) — это группа изделий одного наименования и типоразмера, запускаемых в производство в течение определенного интервала времени при одном и том же подготовительно-заключительном времени на операцию.
Операционная партия — производственная партия или ее часть, поступающая на рабочее место для выполнения технологической операции.
Производственный цикл
Одной из самых главных составляющих производственной деятельности является производственный цикл. Одной из основных его характеристик является длительность производственного цикла.
Под длительностью производственного цикла понимают время, через которое сырье превращается в готовую продукцию.
Производственный цикл включает в себя:
- Время технологических операций
- Межоперационный простой
- Время на протекание естественных природных процессов (охлаждение металла, затвердевание бетона).
Межоперационный простой можно сократить за счет обоснованного вида передачи с одной операции на другую и методов организации обработки изделия:
- последовательная обработка
- параллельно-последовательная обработка
- параллельная обработка изделия
Определение длительности производственного цикла
Формула длительности цикла последовательной обработки деталей
Организация производственного процесса методом последовательной обработки деталей осуществляется в том случае, когда одна технологическая операция выполняется после завершения предыдущей и нет возможности их совмещения (одновременного выполнения) при обработке одной и той же партии изделий. То есть, до окончания обработки всей партии изделий на одной технологической операции дальнейшая обработка не производится.
| Простыми словами, первая обработанная деталь ожидает окончания обработки последней детали и только после этого вся партия передается на следующую операцию |
Длительность цикла последовательного способа обработки деталей можно найти по формуле:
n – количество деталей в обрабатываемой партии, шт.
i – операция
m – количество операций в технологическом процессе
ti – штучное время исполнения i-той операции, минут
Сi – количество станков, на которых осуществляется обработка детали на i-той операции
tест — длительность операций, во время которых происходят естественные (природные) процессы
tожид — длительность ожидания обработки между технологическими операциями (межоперационные простои и пролеживания)
Пояснение формулы расчета длительности производственного цикла при последовательной обработке. Следует обратить внимание, что формула состоит из трех частей.
Первая часть формулы позволяет определить непосредственно время, в течение которого деталь (изделие) подвергается непосредственной активной обработке. Длительность обработки операции мы делим на количество станков, которые эту операцию выполняют, умножаем на количество деталей в партии. Получаем время, за которое отдельная операция будет выполнена для всей партии деталей. Сумма времени по всем операциям дает нам затраты времени на обработку деталей без учета остальных факторов.
Вторая часть формулы добавляет технологически необходимое время естественных процессов (например, остывание, снятие внутренних напряжений и т.д.). В сумме получается длительность цикла технологических операций. Это значение выведено отдельной формулой в первой строке. Оно пригодиться нам позже.
Добавление третьей части формулы, которая учитывает ожидание обработки и другие потери времени, дает длительность производственного цикла, которую мы уже и можем учитывать для целей планирования.
Формула длительности цикла параллельно-последовательной обработки
Параллельно-последовательный способ обработки предполагает частичное совмещение времени выполнение смежных операций, то есть обработка на следующих операциях начинается до окончания изготовления всей партии на предыдущих операциях, при этом нужно выдерживать условия непрерывности обработки каждой операции.
| При параллельно-последовательной обработке, часть деталей, которые уже обработаны на текущей операции, передаются для обработки на следующую, только после того, как их количество достигнет значения, необходимого для того, чтобы обработка всей партии на следующей операции осуществлялась непрерывно. |
Такой способ обработки применяется в том случае, когда оборудование может работать только в непрерывном цикле. Например, термообработка партии будет экономически не целесообразна, если детали будут поступать на нее в произвольные моменты времени с произвольными перерывами. Поэтому нам нужно будет начать цикл термообработки таким образом, чтобы с момента начала обработки партии до момента ее окончания оборудование работало бы непрерывно. Момент начала обработки на таком оборудовании должен быть вычислен таким образом, что время начала обработки на текущей операции было бы таким, что деталь, вышедшая последней с предыдущей операции, тут же была отправлена в обработку на текущей или уже находилась в ожидании обработки.
Длительность технологического цикла при параллельно-последовательном способе передачи деталей (Тц п-п) рассчитывается по формуле:
T цикла пар посл – суммарное время выполнения технологического процесса обработки деталей при параллельно-последовательной обработке
n – количество деталей в обрабатываемой партии, шт.
p – величина транспортной (передаточной) партии шт.
ti – штучное время исполнения i-той операции, минут
Сi – количество станков, на которых осуществляется обработка детали на i-той операции
(t/c) кор. – длительность выполнения наименьшей из двух смежных операций
tест — длительность операций, во время которых происходят естественные (природные) процессы
Пояснение формулы расчета длительности производственного цикла при параллельно-последовательной обработке. Как видно из первой строки блока формул, из времени, рассчитанного на последовательную обработку деталей вычитается экономия времени, возникающая из-за того, что партия деталей пролеживает лишь частично и ее обработка начинается до момента окончания обработки всей партии.
Вторая строка блока формул расшифровывает первую. Длительность обработки операции мы делим на количество станков, которые эту операцию выполняют, умножаем на количество деталей в партии. Получаем время, за которое отдельная операция будет выполнена для всей партии деталей. Сумма времени по всем операциям дает нам затраты времени на обработку деталей без учета остальных факторов. Потом мы добавляем время, необходимое для естественных процессов остывания, затвердения и т.д. и вычитаем экономию времени, получающуюся за счет более раннего времени начала обработки деталей на следующей операции.
Третья строка блока формул показывает нам, как вычисляется время уменьшения обработки партии. Примите во внимание, что первая операция может быть короче второй, а может быть и наоборот. Поэтому, из двух смежных операций нам нужно выбрать ту, длительность обработки которой меньше. Теперь, когда от размера всей партии мы вычитаем размер передаточной партии, то получим количество деталей, которые, фактически, будут обработаны параллельно. Пролеживает у нас максимум, передаточная партия, которую мы и вычли. Теперь, умножив количество параллельно обрабатываемых деталей на время их параллельной обработки ( t/c), при чем меньшего из двух операций, мы и получим величину экономии времени на обработку при такой организации производства.
Четвертая строка блока формул всего лишь дополняет рассчитанное нами время (см. вторую строку блока формул) временем потерь на ожидание деталями обработки в результате пролеживания.
Формула длительности цикла параллельной обработки партии деталей
Параллельное движение партии деталей характеризуется тем, что одновременно на всех операциях обрабатываются разные экземпляры данного наименования, и каждый образец проходит обработку по всем операциям непрерывно. Передача деталей с операции на операцию осуществляется поштучно или передаточными партиями. В этом случае полностью загружена самая трудоемкая операция («узкое место»), а на других есть ожидание обработки.
| При параллельной обработке самое «узкое место» полностью загружено и детали на нем обрабатываются непрерывно. |
Длительность цикла при параллельной обработке партии деталей находят по формуле:
T цикла паралл – суммарное время выполнения технологического процесса обработки деталей при параллельной обработке
n – количество деталей в обрабатываемой партии, шт.
p – величина транспортной (передаточной) партии шт.
ti – штучное время исполнения i-той операции, минут
Сi – количество станков, на которых осуществляется обработка детали на i-той операции
tест — длительность операций, во время которых происходят естественные (природные) процессы
Пояснение формулы расчета длительности производственного цикла при параллельной обработке. Поскольку в самом «узком месте» обработка выполняется непрерывно, то время обработки партии увеличиться только на время «застревания» деталей, превышающих размер передаточной партии (n-p) в «узком месте» (t/c)max , что нам и показывает формула.
Первая часть формулы позволяет определить непосредственно время, в течение которого деталь (изделие) подвергается непосредственной активной обработке. Длительность обработки (t) операции мы делим на количество станков (C), которые эту операцию выполняют, умножаем на количество деталей в передаточной (!) партии.
Вторая часть формулы позволяет нам вычислить длительность «застревания» партии в «узком месте». Поскольку все остальные операции будут выполнены быстрее, то длительность пролеживания и будет равна количеству ожидающих деталей (n-p) умноженному на длительность обработки в «узком месте» (t/c)max.
Третья часть формулы, которая учитывает ожидание обработки и другие потери времени, если, конечно она не указана в технологической карте как технологическая операция
Коэффициент параллельности производственного процесса
Параллельность – одновременное выполнение частей производственного процесса ( стадий, операций), то есть осуществление процессов с перекрытием.
Коэффициент параллельности производства находится по формуле:
Т паралл обработки – длительность цикла при организации обработки параллельным способом движения деталей
Т факт – фактическая длительность цикла обработки деталей.
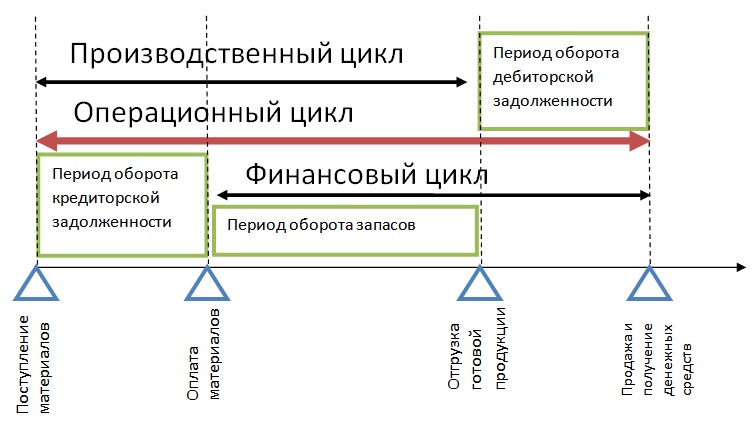
Определение длительности производственного цикла также возможно графическим способом.
Продолжительность производственного цикла (формула, расчеты)
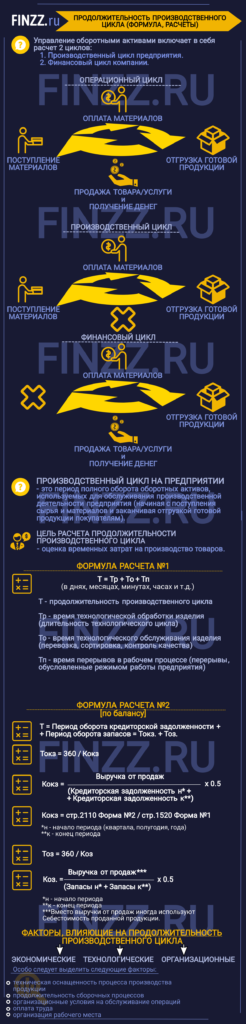
Сделаем обзор про продолжительность производственного цикла. Управление оборотными активами включает в себя расчет двух циклов:
- производственный цикл предприятия, .
Инфографика: Продолжительность производственного цикла
Анализ данных циклов формирует операционную деятельность на предприятии. На рисунке ниже видно, что производственный цикл включается в операционный. Более подробно про операционный цикл вы можете прочитать в статье: «Продолжительность операционного цикла«.
Оценка стоимости бизнеса | Финансовый анализ по МСФО | Финансовый анализ по РСБУ |
Расчет NPV, IRR в Excel | Оценка акций и облигаций |
Продолжительность производственного цикла
Производственный цикл на предприятии – это период полного оборота оборотных активов, используемых для обслуживания производственной деятельности предприятия, начиная с поступления сырья и материалов и до отгрузки готовой продукции покупателям. Расчет продолжительности производственного цикла в бизнес плане позволяет оценить временные затраты на производство товаров.
Формула расчета продолжительности производственного цикла
Расчет продолжительности производственного цикла предприятия производится по следующей формуле:
где:
Т — время продолжительности производственного цикла,
Тр – время технологической обработки изделия (длительность технологического цикла),
То – время технологического обслуживания изделия (время перевозки изделия, время его сортировки, время на контроль качества),
Тп – время перерывов в рабочем процессе (время перерыва, обусловленного режимом работы предприятия).
Производственный цикл может измеряться в днях, месяцах, минутах, часах и т.д.
Формула расчета продолжительности производственного цикла по балансу (строки)
Продолжительность производственного цикла предприятия можно рассчитать по его балансу. Формула расчета следующая:
![]()
Более детально разберем составляющие формулы и способы их расчета по балансу.
Период оборота кредиторской задолженности
Первая составляющая формулы — период оборота кредиторской задолженности. Показатель рассчитывается следующим образом:

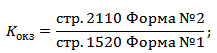
Для расчета необходимо рассчитать кредиторскую задолженность на начало и конец периода и разделить их сумму на 2. Так получится средняя кредиторская задолженность за период. Период может быть квартал, полгода, год.
Период оборота запасов
Вторая составляющая формулы расчета продолжительности производственного цикла — период оборота запасов. Показатель рассчитывается следующим образом:
![]()
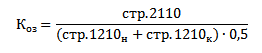
Вместо «Выручки от продаж» иногда используют «Себестоимость проданной продукции». Сложив вместе период оборота кредиторской задолженности и период оборота запасов вы получите продолжительность производственного цикла.
Факторы, влияющие на продолжительность производственного цикла предприятия
Условно все факторы можно разделить на экономические, технологические и организационные. Среди данных групп факторов особо можно выделить отметить:
- техническая оснащенность процесса производства продукции,
- продолжительность сборочных процессов,
- организационные условия на обслуживание операций,
- оплата труда,
- организация рабочего места
- и т.д.
Резюме
В статье рассмотрели производственный цикл на предприятии. Его анализ является одним из составляющих операционного анализа организаций и бизнеса. С помощью него можно определить эффективность деятельности предприятия и выделить факторы, которые необходимо уменьшить для достижения плановых показателей деятельности.
Источник https://studopedia.ru/4_106269_proizvodstvenniy-tsikl-sostav-struktura-i-dlitelnost-puti-sokrashcheniya-dlitelnosti-proizvodstvennogo-tsikla.html
Источник https://profmeter.com.ua/communication/learning/course/course12/lesson901/
Источник https://finzz.ru/prodolzhitelnost-proizvodstvennogo-cikla.html



