Оборудование для литейного производства
Для того чтобы наладить успешное литейное производство сегодня, необходимо современное литейное оборудование, которое обеспечит высокую технологичность, продуктивность и экономичность всех производственных процессов.
В литейных цехах разных отраслей промышленности используется оборудование общего применения и специализированное технологическое оборудование, необходимое исключительно для литейного производства.
Непосредственно литейным оборудованием являются:
- Плавильные печи.
- Литейные машины.
- Заливочные устройства, механизмы, манипуляторы, средства транспортирования и системы управления, датчики предназначенные для изготовления отливок
- Литейные автоматы, установки, комплексы.
- Ковши литейные.
К общему оборудованию относятся
- Аспирационные системы,
- Смесители,
- Тиристоры,
- Трансформаторы,
- Конденсаторы,
- Различные типы конвейеров,
- Монорельсовый транспорт,
- Крановое хозяйство,
- Подъемники,
- Системы бункеров,
- Питатели,
- Магнитные сепараторы,
- Вентиляционные,
- Калориферные установки.
Современное литейное оборудование значительно отличается от оборудования прошлого. В основном это установки с программным обеспечением, механизированные, автоматизированные системы, использующие высокие и высокоточные технологии в производстве.
Плавильные печи

Основным литейным оборудованием является плавильная печь. Она производится из высокопрочной стали, с использованием теплоизоляторов и огнеупорных материалов повышенной стойкости.
По способу литья печи делятся на индукционные, элекродуговые, газовые и муфельные. Рассмотрим устройство и принцип работы каждой из них отдельно.
Индукционная плавильная печь
См. на рис. 1 а. Построена на принципе экономичного индукционного нагрева — расплавления металла в результате прохождения через него вихревого электрического тока. Электромагнитное поле создается посредством индуктора.
Печь состоит из плавильного тигеля, сделанного из огнеупорного графита, куда помещается металлическая шихта. Тигель, как правило, имеет цилиндрическую форму. Он находится внутри индуктора, который подключен к источнику переменного тока. Благодаря явлению электромагнитной индукции за счет теплового воздействия электромагнитного поля, шихта нагревается и расплавляется. Одним из преимуществ индукционных печей является высокая гомогенность (однородность) сплава, которая достигается благодаря электродинамической циркуляции, перемешивания во время индукционного плавления. Это один из самых быстрых способов плавки. Имеют преимущества в быстроте процесса, малой загрязненности воздуха, экономичности. Тигли графитовые (для бронзы, латуни, меди золота, серебра), чугунные и стальные (для алюминия) или керамические (для чугуна, стали)
В зависимости от объема расплавляемого материала и размера тигля, индукционные плавильные печи делятся на:
- Индукционные печи от 5 до 200 кг для золотодобывающей, инструментальной и ювелирной промышленности, стоматологии, художественной и экспериментальной плавки. Самые мобильные печи для плавки золота, серебра, платины, цветных и черных металлов. ИПП-15,25,35,45,70,90,110,160 (в цифрах указана мощность печи) имеют массу от 34 до 130 кг и способны перерабатывать от 5 до 200 кг металла.
- Индукционный печи от 100 до 1000 кг для плавки цветных металлов. Максимальная температура 1400 °C . Свойства аналогичные, увеличивается размер печи и объем тигля.
- Индукционные плавильные печи от 100 до 20 000 кг. Используются для плавки стали, чугуна, иногда цветных металлов токами средней частоты. Это печи производственного назначения, которые используются на металлургических промышленных предприятиях. Например, в производстве стального проката. Их производительность до 150 тысяч тонн сортового проката в год.
Индукционные печи позволяют быстро переходить от одного вида сплава к другому, делать перерывы между процессами, удобны в обслуживании и эргономичны, имеют большие возможности для автоматизации процессов. В печи может быть создана любая атмосфера (нейтральная, окислительная, восстановительная) и любое давление. Возможность управлять плавкой, регулировать мощность и нагрев тигля позволяет использовать разные режимы работы для разных сплавов. Высокое значение удельной мощности на средних частотах позволяет достичь высокой производительности печи.
Электрическая дуговая плавильная печь
См. на рис. 1 б. Металл нагревается электродугой переменного или постоянного тока, которая возникает между тремя цилиндрическими графитовыми электродами и металлическим шихтом. Такие печи вмещают от 0,5 до 400 тонн металла. Внутри цилиндрической печи используется футировка основным или кислым кирпичом. Во время плавки технологически осуществляется покачивание и перемешивание металла. В дуговой печи используется
- Плавка шихты из легированных отходов без окисления, в этом случае удаляется сера, проводится диффузное раскисление с помощью ферросилиция, молотого кокса, алюминия. И получают легированные стали.
- Плавка на углеродистой шихте с окислением. В качестве шихты – старый чугун, стальной лом, электродный лом, кокс, известь. Во время плавления происходит окисление под воздействием воздуха. Затем месь раскисляют осаждением и диффузным методом, алюминием и силикокальцием. Таким образом выплавляют конструкционные стали.
Электрическая дуговая печь используется для производства жаростойкой, инструментальной и конструкционной высококачественной углеродистой и легированной стали .
Газовые плавильные печи
См. на рис. 1 в. Тепло образуется от горения газово-воздушной смеси, с помощью которого нагревается жаростойкий тигель, в таких печах плавят алюминий, медь, олово, драгоценные металлы, свинец. Газовая печь позволяет достичь максимально точного температурного контроля, что важно для выплавки цветных и ценных металлов.
Муфельная печь
См. на рис. 1 г. В муфельной печи используется защитный материал муфель, который выдерживает температуру не больше 950 °C. Это ограничивает сферу применения.
Современные машины для литья
В соответствии со способом прессования в камере машины для литья делят на два вида:
- Литейные машины с горячим прессованием. Под слабым давлением поршня или сжатого воздуха камера погружается в горячий расплав, который вытесняется в пресс-форму. Так отливаются сплавы с цинком.
- Литейные машины с холодным прессованием.Тут используется высокое давление. Используются преимущественно для медных, магниевых и алюминиевых сплавов.
Использование современных способов автоматизации процесса литья, позволяет создать машины высокой точности и качества сплавов. Рассмотрим это на примере нескольких современных машин для литья алюминия.
Наклоняющиеся литейные машины – новейшее технологическое решение с точным заполнением формы и полным контролем над дозированием и поведением расплава с помощью электрического сервопривода. Стержни вставляются автоматически или вручную. После закрытия заливается расплав. Сервопривод контролирует движение, наклон, процесс литья качанием, предупреждает перекос при открытии формы. Машина обеспечивает идеальный доступ к форме, эргономичность и для заполнения формы, и во время очистки (гидравлический способ выталкивания компонента).
Машины для литья головок цилиндров
Литейная форма закрывается актюаторным элементом стационарного характера после того, как туда вставлены стержни. Алюминий заливают в форму, после усадки форма открывается, деталь извлекается. Литейная машина вновь готова к заливке. Все происходит быстро, очень удобно, точно. Кабели и настройки надежно защищены, ремонт очень простой, доступ к форме идеальный. Конструкция прочная, максимально функциональная для проведе
ния четких последовательных операций.
Литейные машины для 3х форм
В литейных машинах используется метод гравитационного литья с единовременным участием 3 форм. Значительно повышается продуктивность и эргономичность процесса, зона обслуживания минимальна, все происходит на одной машине: и установка стержней, и заливка, и извлечение отливок
Для отлива алюминия используются роторно-линейные машины, работающие под низким давлением и стабилизированным заполнением за счет регулируемого наклона формы, а также машины с противодавлением, использующиеся для создания высококачественных отливок из алюминия, где под давлением находится печь и пресс-форма внутри, создается перепад давлений, значительно повышающий качество продукции. Это еще более автоматизированный и оптимизированный, по сравнению с гравитационным, способ литья, который используется для отливок с прочными равномерно утолщенными стенками.
Литейные автоматы, установки, комплексы.
В литейном производстве сегодня могут активно использоваться новейшие элементы автоматизации, которые представлены такими устройствами:
- Поворотными столами
- Литейными роботами
- Роботами манипуляторами
Современное литейное производство использует сегодня автоматизированные литейные комплексы
- Литейные карусели для крупносерийного и массового производства с поворотным столом, роботами-съемщиками отливок, роботами-установщиками стержней, конвейером охлаждения и плавильными печами.
- Роботизированная литейная ячейка состоит из литейных машин, стола для ручной установки стержней, робота литейного, робота, снимающего отливки, конвейера охлаждения, станции перемены захватов, плавильно-раздаточных печей.
- Литейная автоматизированная линия – комплекс, в который входят литейные машины, манипуляторы для транспортировки и установки стержней и пакетов, манипуляторы для извлечения и перемещения готовых отливок, роботы-съемщики, плавильно-раздаточные печи.
Ковши литейные
Литейные ковши – необходимый элемент литейного производства, который позволяет хранить, транспортировать и производить безопасную разливку расплавленного металла для дальнейшего литья.
Ковши перемещают на специальных тележках или с помощью гибкого производственного модуля. В общем, литейный ковш – это емкость для металла. Различаются ковши
Литейное оборудование

Литейное производство позволяет изготавливать различные детали и механизмы, предметы и вещи. Однако для того, чтобы превратить шихту или прутик в сплав, необходимо специализированное литейное оборудование, именно при его помощи можно изготавливать продукцию из металла.
Современные установки и машины помогают сводить к минимуму человеческий труд, практически все они поддаются автоматизации и роботизации, что значительно упрощает и ускоряет производственные процессы.
Рассмотрим более подробно, какое оборудование литейных цехов используется в наши дни и как оно помогает наладить сложные узкоспециализированные технологические процессы.
Основные виды оборудования для литейных цехов
Если рассматривать в целом оборудование для литейного производства, то можно выделить две основные категории: специализированные и общие установки и механизмы.
К специализированным относятся все агрегаты, которые участвуют в процессе превращения металла в готовое изделие. Общие выполняют функцию вспомогательных механизмов, без них специализированные механизмы не смогли бы функционировать.
Наиболее популярное общее оборудование:
- Подъемники;
- Питатели;
- Трансформаторы;
- Системы бункеров;
- Крановое хозяйство;
- Конвейеры различного типа и многое другое.
Следовательно, все эти приспособления могут использоваться в комплексе или по одному.
Количество и мощность вспомогательного оборудования зависят от объемов производства, обрабатываемых металлов, серийности продукции и других факторов.
Выбирать стоит только те единицы техники, которые нужны на определенных участках завода, лишнее оборудование технологическое для литейного производства приобретать нет смысла, так как оно не будет повышать производительность завода.
Специализированное оборудование литейного цеха включает в себя такие агрегаты:
- Печи для плавки металлов;
- Машины литейные;
- Устройства, манипуляторы и механизмы для заливки, датчики, контролирующие процесс изготовления отливок, системы управления и средства для транспортирования;
- Установки, автоматы и комплексы для литья;
- Специальные литейные ковши.
Рассмотрим более детально технологическое оборудование литейных цехов, познакомимся с его функциями и назначением. Также выясним, какие особенности оно имеет и чем отличается от своих первых прототипов.
Печи для плавки металла
Это отдельный вид оборудования, с которого начинается процесс производства металлических изделий и деталей. Современные печи позволяют работать даже с самыми тугоплавкими металлами, получать однородные и достаточно чистые сплавы, проводить процесс плавления быстро и с наименьшими энергозатратами. Существует несколько основных видов печей, которые позволяют работать с различным сырьем.
Индукционные печи для литейных цехов
Этот тип плавильных печей обеспечивает расплавление металлической шихты путем прохождения через нее вихревого тока. Индуктор, в котором расположен тигель, создает магнитное поле.
Во время индукционного плавления сплав помешивается, что придает ему высокую однородность (гомогенность).
Индукционные печи позволяют довольно быстро расплавить шихту, они потребляют мало энергии и почти не загрязняют воздух, что делает их весьма популярными. Тигель такого агрегата может быть выполнен из огнеупорного графита (в них плавится золото, серебро и бронза), из чугуна или стали (в них плавится алюминий), из керамики (в таких тиглях плавится сталь и чугун).
В зависимости от сферы применения и объемов производства выбирают тигли с вместительностью от 5 до 20 тысяч килограмм. Ювелирное литейное оборудование может иметь вместительность от 5 до 200 кг, также этот размер будет актуальным для использования в стоматологии, экспериментальном плавлении в других отраслях, где не нужно обрабатывать сразу большие объемы сырья.
Если же завод занимается переплавкой цветных металлов, актуально будет применение оборудования, которое может вместить от 100 до 1000 кг сырья.
На металлургических промышленных предприятиях используют печи, в которые вмещается от 1000 до 20 000 кг сырья, эти настоящие гиганты за один год могут изготавливать по 15 тысяч тонн сортового металла.
Электродуговые плавильные печи
В таких плитах нагрев металла создается при помощи электрической дуги постоянного или переменного тока.
Процесс может проходить без окисления, когда плавится легированная шихта, при этом сера удаляется и проводится диффузное раскисление при помощи молотого кокса или алюминия.
Такая плавка позволяет получать легированные стали. Однако возможно и окисление углеродистой шихты воздухом во время плавления. Далее смесь поддается раскислению диффузным методом и осаждением, из нее получаются конструкционные стали.
Оборудование литейных производств данного типа позволяет выпускать конструкционные, жаростойкие, высококачественные легированные и углеродистые стали.
Газовые плавильные печи
Такое литейное оборудование для зуботехнической лаборатории или ювелирной мастерской подойдет просто идеально.
Горение газовоздушной смеси нагревает жаростойкий тигель и сырье, которое в нем размещается. В качестве сырья может выступать олово, драгоценные металлы, медь, алюминий, свинец.
Как видно, обрабатывать можно только металлы, которые имеют не слишком высокую температуру плавления, но в таких печах есть одно неоспоримое преимущество – они позволяют с точностью до одного градуса контролировать температуру внутри тигля. Такое мини литейное оборудование часто используется для обустройств частных мастерских.
Еще отдельно можно выделить муфельные печи, они заслужили такое название из-за названия материала, который используется в качестве защиты.
Муфель не выдерживает температуру свыше 950 градусов по Цельсию, потому такие агрегаты используются только на узкоспециализированных предприятиях.
Литейные машины для цехов
К этой категории относятся машины с горячим прессованием и с холодным прессованием, когда температура сплава не слишком высокая и процесс проходит под очень высоким давлением.
Также есть формовочное оборудование для литейного производства, оно используется для изготовления литейных форм.
Чаще всего это встряхивающе-прессовые машины, которые позволяют создавать более уплотненные формы и отливки высокого качества. Формовочное литейное оборудование подходит для производства верхних и нижних полуформ.
Автоматы, комплексы и установки для литья
Это особая категория, в которую входит оборудование литейной лаборатории или целого производственного комплекса. Уникальность агрегатов заключается в том, что они максимально автоматизированы.
Роботизированные установки и комплексы помогают максимально увеличить производительность продукции, свести к минимуму участие человека в процессе и значительно увеличить качество изготавливаемой продукции.
Современные агрегаты данного типа оснащены специальным программным обеспечением, которым управляет диспетчер.
Следовательно, вместо целого штата работников стоит обучить лишь 2-3 специалистов задавать нужные параметры, и целые производственные комплексы будут бесперебойно функционировать круглые сутки. Именно такое оборудование на данный момент пользуется высоким спросом среди металлургических гигантов.
Специальные ковши для литья металла
Этот класс специализированного литейного оборудования используется для транспортировки и разливки горячих сплавов по цехам завода.
Ковши могут иметь самые различные формы, вместительность, способ разливки, передвижения и управления. Они предназначены для безопасного перемещения расплавленных металлов.
Особенности выбора литейного оборудования
Специализированные агрегаты для литья могут применяться в самых различных сферах, начиная от стоматологии и заканчивая масштабными металлургическими комплексами. Следовательно, для каждого типа производства нужно выбирать разные агрегаты.
Перед покупкой оборудования стоит учитывать такие его параметры:
- Вместительность тигля;
- Температуру плавления в тигле;
- Тип металлов, которые будут поддаваться плавлению;
- Возможность контролировать температурный режим плавильных печей;
- Производительность техники;
- Габариты оборудования;
- Энергопотребление;
- Возможность в дальнейшем автоматизировать агрегаты и включать в линии новые компоненты.
Также стоит учесть, где проводится изготовление литейного оборудования.
Самые простые агрегаты, которые предназначены для использования в небольших мастерских, могут стоить не слишком дорого, но если они должны выполнять большое количество функций или предназначены для бесперебойного серийного производства, то не стоит экономить на качестве.
Также стоит учесть, что ремонт литейного оборудования – это весьма затратное предприятие, потому лучше всего выбирать официальных дистрибьюторов, которые предоставляют гарантийное и постгарантийное обслуживание машин.
При сотрудничестве с ответственными поставщиками вы сможете избежать многих дополнительных растрат, например, вам могут бесплатно или за символическую плату установить все купленные агрегаты, провести их пуско-наладку, если нужно, и установить программное обеспечение.
Также в таких случаях потребитель получает гарантию на приобретенное оборудование, и в случае поломки его должны будут заменить или оперативно починить. Не нужно забывать, что для продления срока эксплуатации оборудование нуждается в своевременном и качественно обслуживании, а его могут обеспечить только квалифицированные специалисты.
Производители литейного оборудования предлагают различные агрегаты для любых сфер применения, потому сделать выбор будет довольно просто.
Однако нужно детально изучить историю поставщика и завода изготовителя продукции данного типа и убедиться, что никто из потребителей не жалуется на предоставляемые товары и услуги. Поскольку покупка такого оборудования – это очень большая статья расходов, к ней нужно подходить очень осознанно и с полной ответственностью.
Обзор: технологии 3D-печати для литья металлов

В этой статье мы расскажем про традиционные технологии литья и о том, как они меняются с применением 3D-принтеров. А главное — какие существующие на рынке 3D-принтеры подойдут для внедрения в подобное производство уже сегодня.
Оглавление
О литье
Конечный продукт литейного производства это отливки — будущие детали или заготовки. Их масса может составлять как несколько граммов, так и несколько сотен тонн.
Вот так это делается на станкостроительном заводе.
Можно выделить следующие особенности использования литья в производстве:
- возможность получать изделия с массой от нескольких грамм до сотен тонн, со сложной геометрией и разнообразными механическими и эксплуатационными свойствами;
- возможность получения изделий, материалы или габариты которых делают невозможным или невыгодным создание их другими методами;
- отливки максимально приближены, по размерам и форме, к готовым изделиям, в отличие от заготовок полученных объемной горячей штамповкой или ковкой.
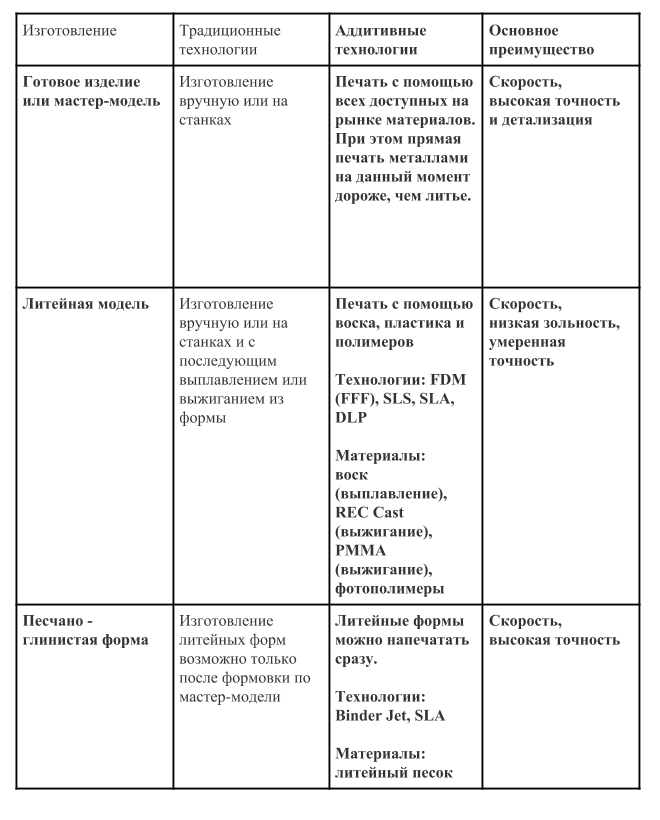
Сравнение с традиционной технологией
В традиционном процессе литья мастер-модель можно изготовить вручную или с помощью механической обработки. Вручную некоторые формы реализовать невозможно. Для изготовления мастер-моделей используют пятиосевые обрабатывающие центры с ЧПУ, что значительно увеличивает возможное разнообразие форм, но и стоимость такой восковки или мастер-модели заметно увеличивается. Такой путь получения отливки актуален для массового производства, в малой и средней серии он, чаще всего, экономически нецелесообразен — тут применение 3D-печати более рационально.

График зависимости стоимости модели от кол-ва произведенных экземпляров показывает эффективность применения аддитивных технологий.
Алгоритм процесса литья с применением аддитивных технологий
Одна из задач, стоящих перед технологами любого литейного производства: минимизация трудоемких операций по механической обработке заготовок. Решается она тем, что отливки должны быть максимально приближены к параметрам необходимой детали, что также экономит средства и время. Здесь на помощь приходят инновации, в лице аддитивных технологий, которые позволяют ускорить техпроцесс, миновав традиционные первые шаги в технологии изготовления отливки. Производитель может за одну операцию получить необходимую литейную модель или форму.
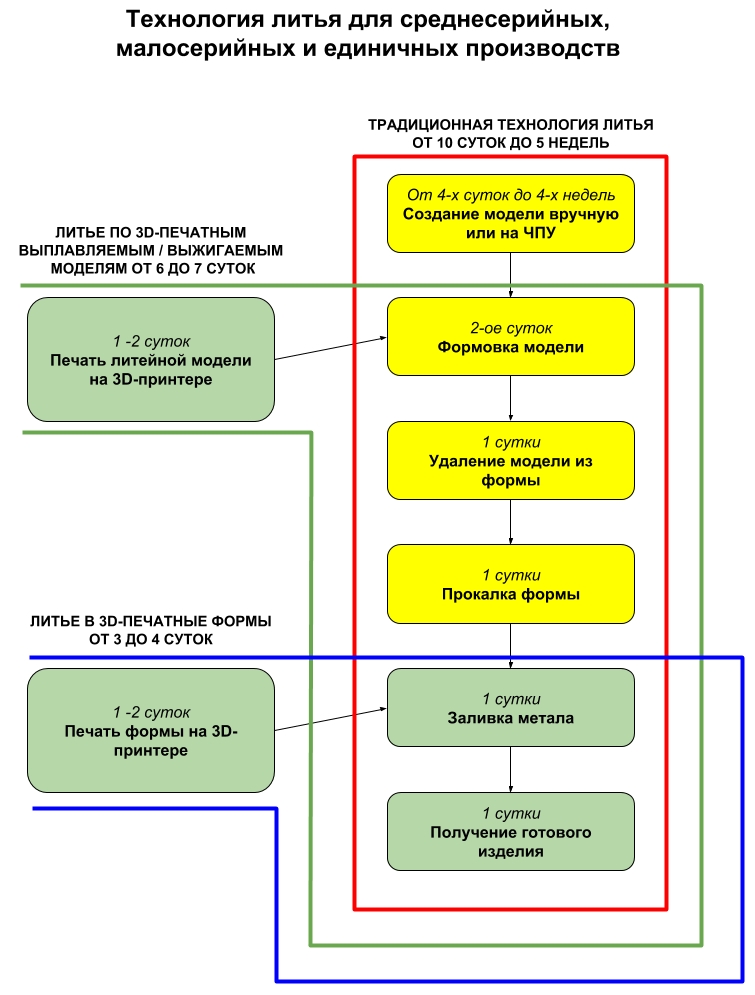
В красной области — традиционный процесс литья, в зеленой и синей — литье с применением аддитивных технологий — сроки изготовления уменьшаются в 2-6 раз.
Прямая печать изделия, которая уже внедрена на многих современных производствах, с экономической точки зрения дороже, чем традиционное литье. Поэтому 3D-печать моделей для выплавления и выжигания, а также синтез уже готовых для литья форм и стержней, вызывает особый интерес.
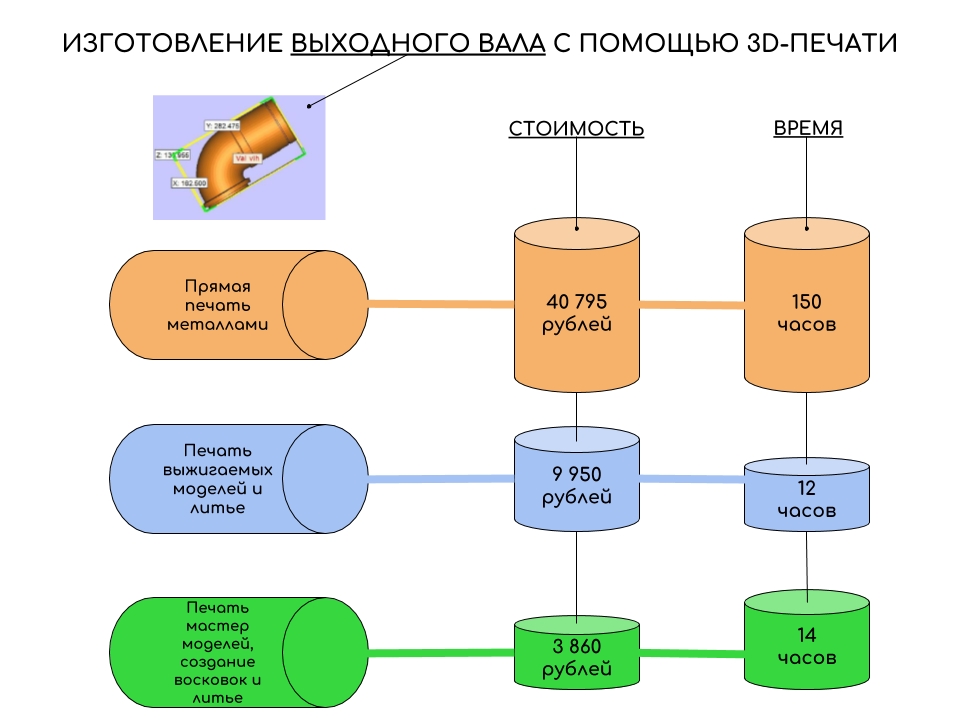
Литье с применением аддитивных технологий экономически выгоднее, чем прямая печать.
Области применения
Мастер-модели и литьевые формы напечатанные на 3D-принтере используются на ювелирных предприятиях, в производстве стоматологических и ортопедических изделий, в конструкторских бюро, для проведения НИОКР, в учебных центрах и центрах прототипирования.
Геометрически сложные отливки, полученные в результате применения аддитивных технологий, находят применение в кино и на телевидении, когда требуется быстро изготовить необычный реквизит сложной формы.

Модель Aston Martin 1960 DB 5 агента 007, к фильму “Координаты: Скайфолл”, была создана с помощью аддитивных технологий, ради сохранения оригинального автомобиля в трюковых сценах.

Декорации отлитые с использованием песчаных литейных форм напечатанных на 3D-принтере.
3D-принтеры и технологии 3D-печати литейных моделей
Для получения литьевых моделей используют 3D-печать по технологиям FDM (FFF), SLS, SLA, DLP. Эти технологии позволяют напечатать необходимую модель для последующего выплавления или выжигания из образованной вокруг нее литьевой формы. Для выплавляемых моделей используется воск, для выжигаемых — ПММА, CAST-пластик и специальные фотополимеры.
Основной плюс использования такого решения — отсутствие необходимости подготовки специальной оснастки, например — пресс-формы, и низкая зольность материалов при выгорании. Подготовленная 3D-модель сразу отправляется на печать и, после небольшой постобработки, готова к использованию.
FDM (FFF): послойное наплавление
Широко известный профессионалам и любителям аддитивных технологий способ 3D-печати, не требующий дополнительного описания.
Материалом нити для FDM-печати выжигаемых моделей служит специальный пластик, либо композит с высоким содержанием воска.
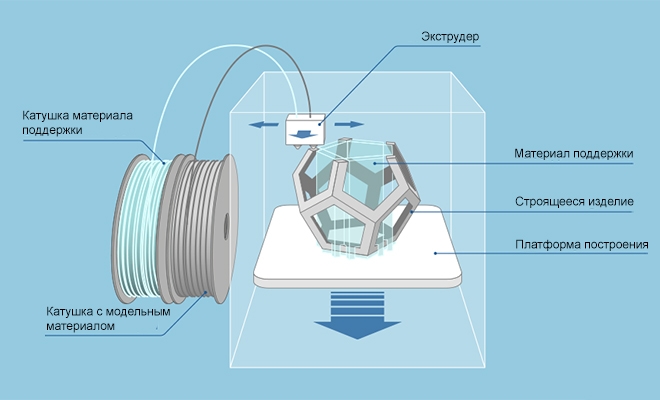
Принципиальное устройство FDM (FFF) — принтера.
Процесс 3D-печати по FDM-технологии.
PICASO 3D Designer X
PICASO 3D Designer X — FDM-принтер с областью построения 200х200х210 мм, который может печатать такими материалами, как ABS, PLA, HIPS, PVA, ULTRAN 630, ULTRAN 6130, ASA, ABS/PC, PET, PC, FRICTION, CAST, RELAX,ETERNAL, FLEX, RUBBER, SEALANT, PETG, AEROTEX, CERAMO, WAX, SBS, SBS PRO, PROTOTYPERSOFT, PRO-FLEX, TOTAL PRO, NYLON и PEEK со скоростью до 100 см³/ч и с толщиной слоя от 10 мкм.
SLS – Selective Laser Sintering – селективное лазерное спекание
Применяется для изготовления мастер-моделей сложных форм, умеренной точности и относительно больших габаритов.
Как это работает: в рабочей камере, заполненной инертным газом, например азотом, ролик накатывает полистирольный порошок с размером частиц 50-150 мкм на платформу. Новый слой спекается CO2 — лазером (с температурой 100-120 °C) по сечению “тела” CAD-модели. Дальше рабочая платформа опускается на 0.1-0.3 мм, после чего печатается следующий слой.

Принципиальное устройство SLS-принтера.
Печатающаяся модель не требует поддержки, т.к опорной служит сам материал — окружающий порошок. Неизрасходованный материал используется повторно.
Получаемая на таком принтере модель заливается материалом формы, из которой затем выжигается в прокалочной печи. При выжигании выделяются горючие газы, которые необходимо нейтрализовать. Существует опасность засорения формы золой выгоревшей модели, потому материалы для ее изготовления берут с малой зольностью, в сотые доли процента.

Слева — полистирольная 3D-печатная модель, справа — отливка из алюминия
Sentrol SS600G
Sentrol SS600G — SLS 3D-принтер с областью построения 600х400х400 мм, печатающий со скоростью 26 см³/ч, точностью 300 мкм по XY и от 250 по Z.
SLA — Stereolithography Laser Apparatus — лазерная стереолитография
Процесс печати схож с SLS, только вместо порошкового материала — жидкий. УФ-лазер воздействует на материал, который избирательно и послойно отверждается.
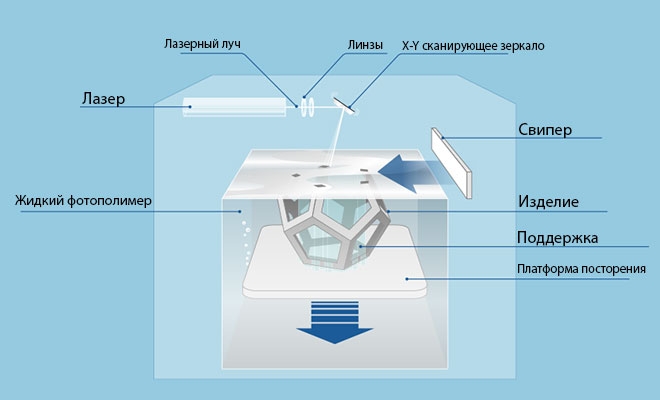
В качестве материала используются светочувствительные смолы и фотополимеры. Рабочая платформа опускается или поднимается (зависит от расположения источника света) и жидкость полимеризуется лазером в заданных точках. Неизрасходованный жидкий материал, как и в случае с порошками, может быть повторно использован для печати последующих моделей.
Процесс 3D-печати по технологии SLA.
Полученные модели имеют высокое качество поверхности, что позволяет обойтись без дальнейшей механической обработки.

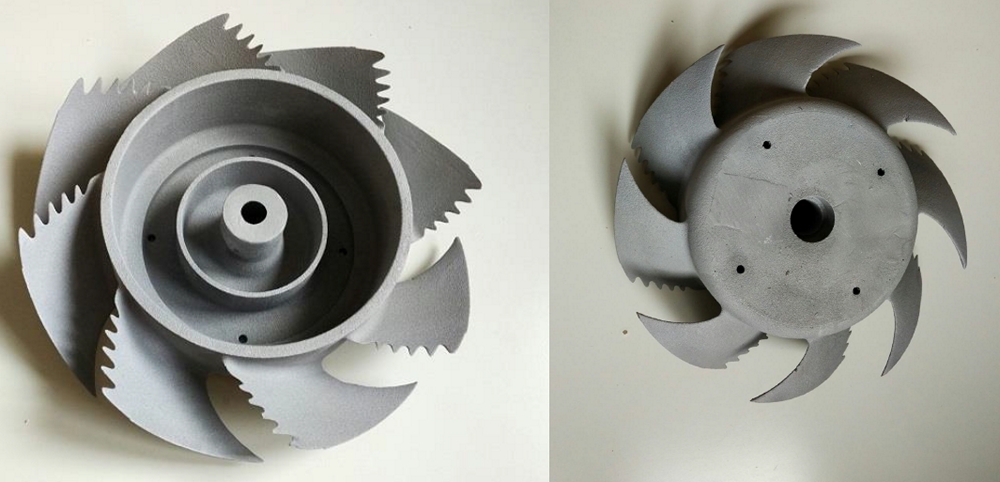
Пластиковые стереолитографические модели рабочих колес для водомётных движителей (вверху слева), изготовленные по ним восковые модели (внизу слева) и готовая металлическая отливка (справа).

Слева — SLA-модель, справа — отливка из серебра.
Zrapid iSLA1100
Лазерный 3D-принтер Zrapid iSLA1100 печатает со скоростью 100~230 грамм/час объекты размером до 600х1000х1000 мм.
DLP — Digital Light Processing
Для отверждения фотополимера используется DLP-проектор на чипах DMD. Это и является основным отличием от технологии SLA, где используется УФ-лазер. Еще одно отличие — слой проецируется целиком, все пиксели одновременно, а не рисуется лучом лазера, что ускоряет процесс.

DMD-чип с двумя микрозеркалами.
Модели, напечатанные на таком принтере, требуют удаления поддержек и обработки ультрафиолетом. То есть, постобработка для полученных по такой технологии моделей не отличается от тех, которые печатают по технологии SLA.
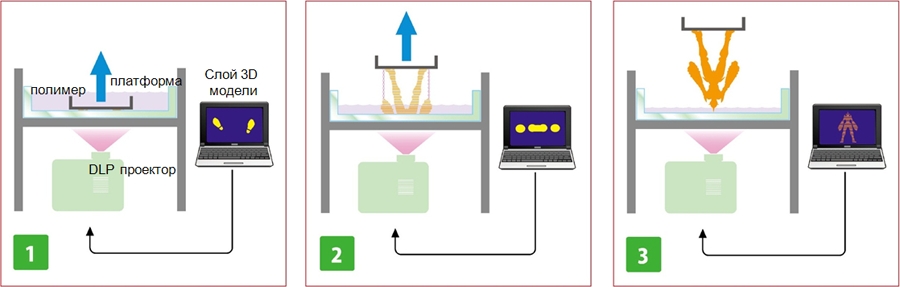
Процесс печати по технологии DLP.
Световое “пятно” DLP-проектора, в зависимости от печати конкретного слоя.
DLP-печать позволяет получить модель быстрее, но с менее гладкой поверхностью, чем на SLA-принтере.

SLA (слева) и DLP (справа).

Различие детализации при печати по SLA-технологии и DLP-технологии.
FlashForge Hunter DLP
FlashForge Hunter DLP — DLP-принтер с толщиной слоя в 25-50 мкм и областью печати 120х67,5х150 мм.

Напечатанная модель и готовое изделие, изготовлены с помощью принтера FlashForge Hunter DLP.
Voxeljet
Voxeljet — метод послойного склеивания пластикового порошка или песка, разработанный одноименной немецкой компанией. Его аналог — Binder Jet, работает только с песком.
Подобные 3D-принтеры появились в результате сочетания MJ- и SLS- технологий. Используя в качестве материала ПММА, можно получать выжигаемые модели. ПММА — полиметилметакрилат, если проще — измельченное оргстекло с фракцией 85 μm. Печатающая головка укладывает на рабочую платформу слой порошка толщиной от 100 до 150 микрон. Далее наносится связующее вещество, поверх которого снова укладывается слой порошка. Так процесс повторяется до полного изготовления необходимой модели. В случае с песком, мы получаем литьевую форму.

Как и в случае с SLA-технологией, Voxeljet-модель подойдёт для прецизионного литья.
Отливки по ПММА-моделям, без постобработки.
Voxeljet VX 1000
Voxeljet VX 1000 обеспечивает область печати 1060 х 600 х 500 мм, толщину слоя 100 мкм, точность в 0,3% и скорость до 36 мм/ч по вертикали.
3D-принтеры для изготовления форм
Быстро получить качественную литейную форму можно с помощью технологий Binder Jet и SLS. 3D-принтеры, работающие по данным технологиям, печатают формы из специального литейного песка.
Технология Binder Jet — нанесение связующего вещества
Данная технология позволяет напечатать сложную по геометрии песчаную форму без какой-либо дополнительной обработки. После печати можно сразу приступать к отливке. Основным преимуществом технологии Binder Jet является то, что нет необходимости в каких-то особых условия для работы подобного принтера: печать возможна при комнатной температуре.
Процесс печати по технологии Binder Jet.
Материал, в данном случае — песок, распределяется по рабочей платформе с помощью ролика. Далее, печатающая головка наносит связующий клей поверх порошка. Платформа опускается по толщине слоя модели и объект формируется там, где песок связан с жидкостью (т.е. с клеем). Не использованный материал, по аналогии с SLS-технологией, является поддержкой для будущей модели.
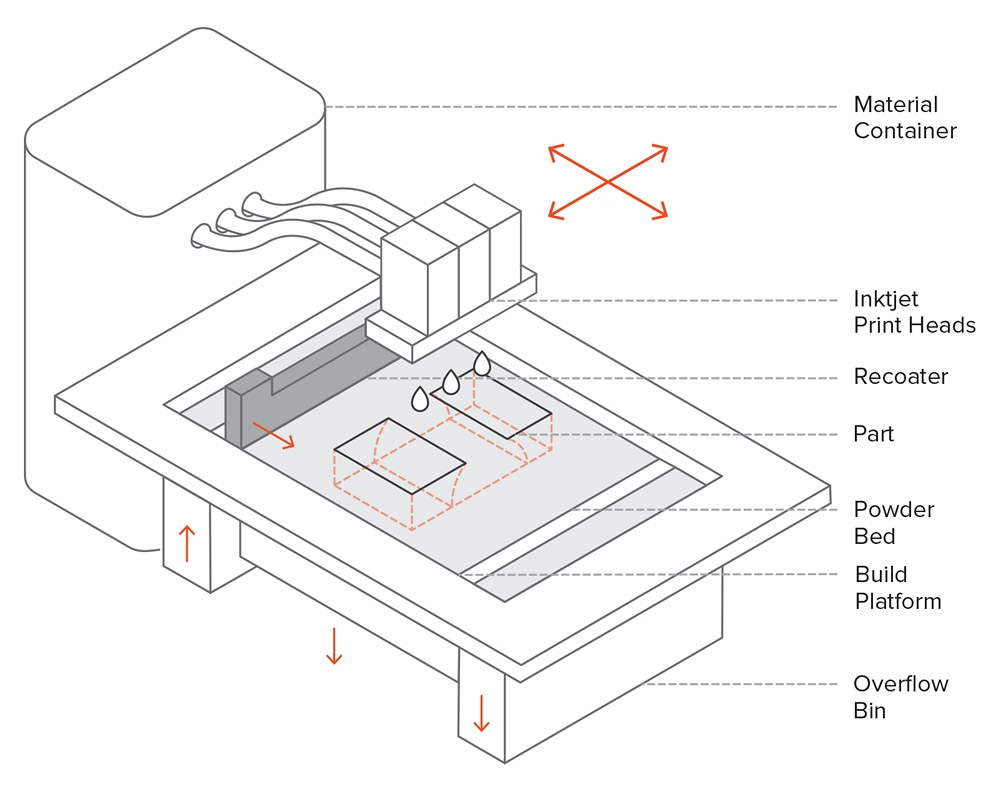
Принципиальное устройство принтера с технологией Binder Jet.




Формы для отливки, напечатанные по технологии Binder Jet.
Sentrol SB1000
3D-принтер Sentrol SB1000 печатает по технологии Binder Jet с толщиной слоя от 100 мкм, точностью по XY от 0,0625 мм и размером модели до 120х67,5х150 мм.
SLS-печать литейных форм
Основное отличие от указанной ранее SLS-технологии — использование в качестве материала для печати литейного песка, предварительно плакированного полимером. Материал спекается лазером, после чего очищается. Полученная форма помещается в прокалочную печь для отверждения, которое происходит при температуре 300-350 °С. Главное отличие от Binder Jet — более высокая детализация готовой литейной формы. Правда, для получения готовой формы требуется больше времени, из-за необходимости дополнительной обработки.
Солнечная 3D-печать
Кстати, есть ещё одна интересная технология печати песком — Solar Sinter. Разработал её немецкий инженер, дизайнер и художник Маркус Кайзер. Солнечная 3D-печать отлично подойдет для создания песчаных литейных форм, хоть и очень невысокой точности.
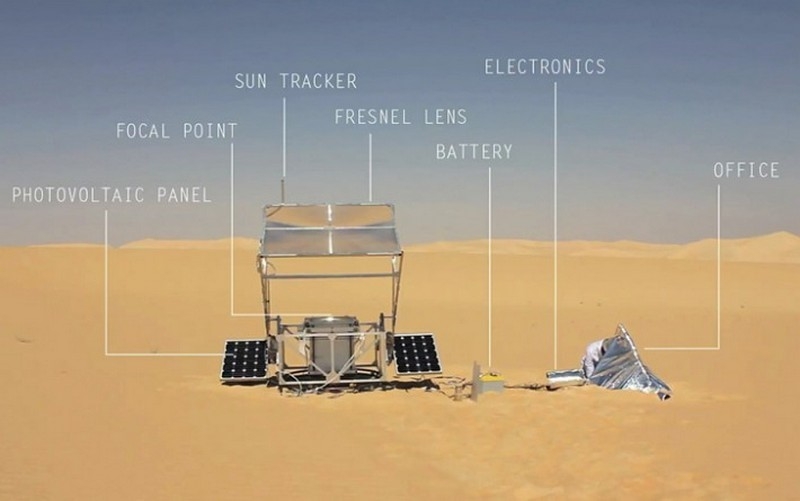
Если вы собираетесь печатать в пустыне, с собой необходимо взять офис. Маркус Кайзер предлагает пирамидальную палатку со светоотражающим покрытием — отличное укрытие от жаркого солнца.
Если ваше предприятие находится в пустыне, то это оптимальный вариант — кругом песок и солнечный свет, которые доступны в стандартную девятичасовую смену. Необходимо только привезти с собой сам принтер с компьютером. Принтер оборудован линзой Френеля, которая концентрирует солнечный свет в пучок, что дает возможность плавить песок с температурой 1400-1600°C; солнечным трекером, что отслеживает положение солнца и поворачивает линзу к нему; и фотоэлементами, для питания электроприводов установки. Главный плюс — экономия на электроэнергии, материалах и аренде помещения. Но еще важнее, пожалуй, концептуальность.
Процесс печати на солнечном 3D — принтере.
Такой принтер, и в силу специфики применения, и из-за невысокой точности получаемых моделей, вряд ли можно использовать для промышленных нужд. Но для художников и ремесленников он станет настоящей находкой. Печатать на нем литьевые формы, пожалуй, занятие сомнительное, а вот арт-объекты — самое оно.
Извлечение модели из рабочей зоны солнечного 3D-принтера производится с помощью столовой ложки. Можно использовать вилку, но скорость будет ниже.
А если серьезно — кто знает, куда зайдут технологии дальше? Порой безумные проекты открывают новые возможности.
Внедрение 3D-печати делает процесс литья дешевле и быстрее, позволяет изготавливать модели и формы для литья со сложной геометрией и разнообразными габаритами, не теряя в точности получаемой отливки.
Для получения выплавляемых и выжигаемых моделей рекомендуется использовать принтеры, работающие по технологиям FDM(FFF), SLS, SLA/DLP, Voxeljet. Используемые материалы обладают низким процентом зольности, а печатать модели быстрее, чем изготавливать вручную или с помощью станка с ЧПУ.

Пример технологической цепочки для получения отливки с применением выплавляемой модели.
Для получения литейных форм подойдут технологии печати Binder Jet и SLS с подходящим для форм материалом.
Аддитивные технологии в литье применимы в тех случаях, когда необходимо максимально дешево и быстро получить мастер-модель или форму для будущей отливки, например — в конструкторских бюро и на опытных производствах. Применимы они и в серийном производстве — если микронная точность не требуется, разница в скорости и стоимости работ делает их куда привлекательнее механообработки на фрезере с ЧПУ.
Уже сейчас можно заказать отливку из металла или пластмассы и посмотреть на результат применения 3D-печати в литье.
Подобрать 3D-принтер для интеграции в литейное производство или оборудование для литейного цеха можно в Top 3D Shop.
Источник https://otlivka.info/articles/oborudovanie-dlya-litejnogo-proizvodstva/
Источник https://buzzinside.ru/vidy-litejnogo-oborudovaniya/
Источник https://habr.com/ru/company/top3dshop/blog/427709/



