система автоматических линий
9. система автоматических линий; САЛ (Ндп. автоматический поток): Совокупность автоматических линий, установленных в последовательности технологического процесса, соединенных автоматическим транспортом и накопительными устройствами и оснащенных взаимосвязанными системами управления.
Смотри также родственные термины:
10. система автоматических линий комплексной обработки; САЛКО (Ндп. комплексная система автоматических линий; комплексная автоматическая линия): Совокупность автоматических линий, установленных в последовательности технологического процесса, включающего получение заготовок и готовых изделий.
Словарь-справочник терминов нормативно-технической документации . academic.ru . 2015 .
Полезное
Смотреть что такое «система автоматических линий» в других словарях:
система автоматических линий — САЛ Ндп. автоматический поток Совокупность автоматических линий, установленных в последовательности технологического процесса, соединенных автоматическим транспортом и накопительными устройствами и оснащенных взаимосвязанными системами управления … Справочник технического переводчика
система автоматических линий комплексной обработки — САЛКО Ндп. комплексная система автоматических линий комплексная автоматическая линия Совокупность автоматических линий, установленных в последовательности технологического процесса, включающего получение заготовок и готовых изделий. [ГОСТ 28910… … Справочник технического переводчика
система автоматических линий комплексной обработки — 10. система автоматических линий комплексной обработки; САЛКО (Ндп. комплексная система автоматических линий; комплексная автоматическая линия): Совокупность автоматических линий, установленных в последовательности технологического процесса,… … Словарь-справочник терминов нормативно-технической документации
система — 4.48 система (system): Комбинация взаимодействующих элементов, организованных для достижения одной или нескольких поставленных целей. Примечание 1 Система может рассматриваться как продукт или предоставляемые им услуги. Примечание 2 На практике… … Словарь-справочник терминов нормативно-технической документации
Система человек и машина — (Система «человек и машина», ) состоит из человека оператора (или группы операторов) и машины, посредством которой он (они) осуществляет (ют) трудовую деятельность, связанную с производством материальных ценностей, управлением, обработкой … Большая советская энциклопедия
система линий — СЛ Совокупность автоматических и полуавтоматических линий, установленных в последовательности технологического процесса, соединенных транспортом и накопительными устройствами и оснащенных взаимосвязанными системами управления. [ГОСТ 28910 91]… … Справочник технического переводчика
Система контроля — ЗАГРЯЗНЕНИЯ АТМОСФЕРЫ 12. Система контроля E. Inspection system F. Système du contrôle По ГОСТ 16504 81 Источник: ГОСТ 17.2.1.03 84: Охрана природы. Атмосфера. Термины и определения контроля загрязнения … Словарь-справочник терминов нормативно-технической документации
Система ориентации космического аппарата — Система ориентации космического аппарата одна из бортовых систем космического аппарата обеспечивающая определённое положение осей аппарата относительно некоторых заданных направлений. Необходимость данной системы обусловлена следующими… … Википедия
система мониторинга — 2.19 система мониторинга: Совокупность процедур, процессов и ресурсов, необходимых для проведения мониторинга. Источник: ГОСТ Р 51705.1 2001: Системы качества. Управление качеством пищевых продуктов на основе принципов ХАССП. Общие требо … Словарь-справочник терминов нормативно-технической документации
Система мониторинга состояния оборудования — 2.26. Система мониторинга состояния оборудования: система (машина), продуктом которой является текущая информация о техническом состоянии оборудования и его опасности с необходимыми комментариями (прогноз остаточного ресурса, предписания на… … Словарь-справочник терминов нормативно-технической документации
Количество автоматических линий это
РАБОЧИЕ — одна из категорий персонала организации, наиболее многочисленная в организациях сферы материального производства (промышленности, строительства, транспорта и др.), занятая преимущественно физ. трудом. Р. непосредственно создают материальные блага, воздействуя на предметы труда с помощью орудий труда (швеи, токари, пекари и др.) занимаются ремонтом и уходом за оборудованием, перемещением грузов, уборкой помещений, управлением, регулированием и наблюдением за работой машин, агрегатов, автоматических линий выполняют обязанности машинистов, водителей, телефонистов и т.д. В зависимости от роли в производственном процессе Р. делятся на основных и вспомогательных. [c.298]
Автоматические линии связи [c.400]
Оптимальный размер производства предприятия может быть найден на основе минимума затрат на единицу продукции (рис. 1.1). С увеличением размера производства предприятия снижаются себестоимость и удельные капитальные вложения, В то же время растут транспортные расходы в связи с необходимости) использовать новые сырьевые ресурсы, расположенные на значительных расстояниях от данного предприятия. Результирующая кривая находится путем графического суммирования кривых /, // и прямой ///, минимальное ее значение и определяет оптимальный размер производства. В свя и с тем что указанные расчеты проводятся с определенной степенью точности к расчетный размер не всегда может быть целесообразным с точки зрения технических требований, например не равным производительности автоматической линии, величина оптимума устанавливается как некоторая область в пределах расчетного значения. На рис. 1.1 она ограничена заштрихованной областью. [c.17]
Рассмотрим механизацию некоторых из них. На слесарно-сбо-рочных работах в настоящее время в отрасли занято около 160 тыс. рабочих, а степень механизации их труда составляла в одиннадцатой пятилетке 27,2%. В этой связи в отрасли в настоящее время широко внедряется комплексная механизация этих процессов, полуавтоматические и автоматические линии сборки для электродвигателей массовых серий, отдельные операции автоматизируются на основе использования промышленных роботов. В результате за одиннадцатую пятилетку на слесарно-сборочных работах высвобождено около 55 тыс. человек, повышена степень механизации труда на 35%. В нынешней пятилетке приняты меры по дальнейшему повышению уровня механизации этих работ. [c.203]
Отказ электрооборудования приводит во многих случаях к простою технологического оборудования, что ведет к материальному ущербу у потребителей в связи со снижением производительности работы. Например, отказ электрооборудования на ряде станочных автоматических линий снижает время их использования на 10—12% по отношению к действительному годовому фонду времени работы линии. [c.241]
На основании принятого к расчету объема выпуска продукции должен быть рассчитан объем запуска ее в производство. Такой расчет особенно необходим в случаях, когда внедрение проектируемой машины, технологического процесса и т. д. приводит к существенному изменению по вариантам размера брака продукции или заделов (например, при проектировании поточных и автоматических линий). [c.32]
Высокой формой организации производственного процесса по предметному принципу являются поточные и поточно-автоматические линии по обработке деталей. При этом наиболее рациональна организация поточного производства деталей, для которого штучное время на выполнение операций равно или кратно заданному такту работы линии. Такие линии называются непрерывно-поточными. Поточное производство может быть организовано и при отсутствии полной синхронности операций технологического процесса. Такие линии являются прерывно-поточными. На отдельных операциях, выполняющихся на этих линиях, накапливаются межоперационные заделы деталей за счет них поддерживается равномерная загрузка рабочих мест. [c.59]
В машиностроении заделами называют заготовки, детали и т. д., находящиеся на разных стадиях производственного процесса. Наличие их необходимо для равномерной работы участка, цеха и завода. Расчет заделов по вариантам требуется в тех случаях, когда они существенно различаются, например при проектировании поточных и автоматических линий и оборудования для них. [c.131]
В табл. 9.16 приведены данные о продолжительности ремонтных циклов для металлорежущих станков нормальной точности. Для специального оборудования (например, для агрегатных станков и автоматических линии из специальных и специализированных станков) ремонтный цикл рассчитывается особо. [c.185]
Применение метода удельных показателей обеспечивает точность технико-экономического анализа лишь в условиях почти полной аналогии конструкций. Поэтому при проектировании таких сложных изделий, как станки, автоматические линии, автомобили, отличающихся большим разнообразием схем привода, компоновкой и так далее, метод удельных показателей может найти лишь ограниченное применение. [c.139]
Широкое применение принципа агрегатирования и стандартизации оборудования позволяет свести процесс проектирования в основном к процессу компоновки оборудования из отдельных унифицированных, а иногда и стандартизованных узлов. При этом сроки разработок станков и автоматических линий сокращаются в 2—3 раза, более чем вдвое снижается их себестоимость, облегчается сборка силами предприятия-потребителя, существенно сокращаются сроки переналадки при смене объектов производства. [c.169]
Системы автоматического проектирования в настоящее время успешно применяются при разработке и производстве изделий в радиоэлектронной промышленности, для проектирования автомобилей, самолетов, конструкций мостов, а также технологических процессов, оснастки и инструмента. В Минском СКВ автоматических линий, например, автоматизировано проектирование многошпиндельных коробок. На конструирование традиционным методом сборочной единицы изделия затрачивается примерно 10—12 дней. ЭВМ выполняет проектные работы за четверть часа. Весь же цикл конструирования в этом случае длится один—полтора дня. [c.287]
Эффективность в снижении трудовых затрат показана в табл. 9.4. В Минском СКВ автоматических линий цикл проектирования одной сборочной единицы многошпиндельных коробок сократился примерно в 10 раз. [c.287]
В перечисленных выше массовых и серийных типах производства наибольшее значение приобретают гибкие (переналаживаемые) автоматические линии и системы. [c.73]
В массовом производстве особенно эффективно применение автоматических поточных линий. В электронной промышленности производится большое количество приборов и других изделий, обладающих конструктивно-технологическим единством и общей последовательностью производственных операций, но отличающихся режимами выполнения отдельных технологических процессов. Такое положение создает предпосылки к внедрению автоматических линий, предназначенных для выпуска широкой номенклатуры изделий. [c.138]
В основу проектирования и эксплуатации автоматических поточных линий в электронной промышленности положен метод блочного конструирования оборудования. Автоматические линии при этом компонуются на базе различного сочетания самостоятельных унифицированных блоков-модулей. Под модулем понимается конструктивно законченная совокупность узлов и деталей, объединенных общим функциональным назначением и подчиняющихся общим требованиям по габаритам, установочным и присоединительным размерам. Набор модулей обеспечивает создание автоматических линий. Линии, построенные по блочно-модульному методу, надежны в работе, эффективны в эксплуатации, требуют для переналадки немного времени. [c.139]
В качестве примера можно привести линию сборки конденсаторов. Модули линии соединены единой транспортной связью — сквозным цепным транспортером. Все технологические операции выполняются в момент остановки транспортера. Годные приборы и изделия, имеющие отклонения от заданных параметров, движутся по транспортеру раздельно. Линия обеспечивает сборку более 200 типоразмеров конденсаторов трех конструктивных исполнений. Максимальное время переналадки автоматической линии составляет не более 3 ч. [c.139]
На предприятиях отрасли применяются автоматические линии, отличающиеся между собой как по технологическим принципам действия, так и по формам организации. Они могут быть одно- и многономенклатурными, непрерывно-поточными и прерывно-поточными. Поскольку Е линиях с автоматическим оборудованием не всегда возможна синхронизация длительности операций, в настоящее время преобладающее место занимают прерывно-поточные линии. Высокая степень синхронизации достигается в автоматических роторных линиях. [c.140]
По способу транспортировки изделий автоматические линии подразделяются на линии с непрерывной или периодической транспортировкой изделий. [c.140]
На. автоматических поточных линиях особенно сложны расчеты заделов. В бункерных автоматических линиях образуются межоперационные заделы двух видов компенсирующие и пульсирующие. [c.141]
В качестве примера автономного автоматического комплекса, входящего в автоматизированный цех, можно привести автоматическую линию обработки полупроводниковых пластин на операциях диффузии и окисления, на которой осуществлена автоматизация с помощью ЭВМ управления технологическими процессами, всех вспомогательных операций и перемещения обрабатываемых пластин в пылезащитном коридоре. [c.143]
Ремонтный цикл — один из важнейших параметров системы и, в частности, графика ППР. Это период работы оборудования от начала ввода его в эксплуатацию до первого капитального ремонта или период работы между двумя капитальными ремонтами. Ремонтный цикл имеет определенную структуру, т. е. порядок чередования ремонтов и осмотров, которая зависит от типа, степени загрузки, возраста, конструктивных особенностей, условий эксплуатации оборудования. Например, структура ремонтного цикла для автоматической линии из агрегатных станков (станки для финишных операций, контрольные автоматы) следую лая [c.165]
Автоматическая линия изготовления колб [c.166]
На крупных предприятиях устанавливается пульт диспетчера завода, с помощью которого обеспечивается диспетчерская связь с прямыми абонентами и АТС, контролируется работа автоматических линий, проверяется ход выполнения заданий цехами. [c.269]
Внедрение автоматических линий в производство влияет на взаимоотношения затрат и требует пересмотра методики распределения производственных накладных расходов. Если причинно-следственные связи не будут отслежены, то работники, выполняющие оперативное управление, могут потерять доверие к учетной системе из-за возможных ошибок в информации. [c.296]
Функционирует автоматическая линия, срок службы которой оценен в 10 лет, ожидаемый ежегодный чистый денежный поток поступлений — 10,5 млн руб., оценочная ликвидационная стой- [c.382]
Рассчитайте приведенную стоимость годовых поступлений при условии, что они постоянны приведенную стоимость автоматической линии общую приведенную стоимость. [c.383]
Принцип прямоточности. Реализуется при формировании станочных линий с предметно-цепным расположением оборудования, создании поточных и автоматических линий. При этом стремятся избежать петель при движении продуктов труда. Однако это требует кроме расчета всего процесса расчетов загрузки каждой единицы оборудования. Объем выпуска продукции является почти единственным фактором, влияющим на загрузку обору- [c.103]
Принцип автоматичности. Реализуется при создании автоматических поточных линий и роботизированных систем, требующих новой организации обслуживания. Ремонт и переналадка оборудования, входящего в линию, могут осуществляться только высококвалифицированными специалистами, т. е. происходит усложнение и удорожание обслуживания и ремонта. Изменяется также структура обслуживающего персонала. Сокращается число основных рабочих (часто малоквалифицированных), занятых на поточных линиях до автоматизации, и растет число высококвалифицированных работников, обслуживающих автоматические линии. Кроме того, автоматические линии и роботизированные системы стоят дороже по сравнению с обычным оборудованием, что влияет на размер амортизационных отчислений. [c.104]
| Рис. 2. Классификация времени использования оборудования (машин, автоматов, автоматических линий) | 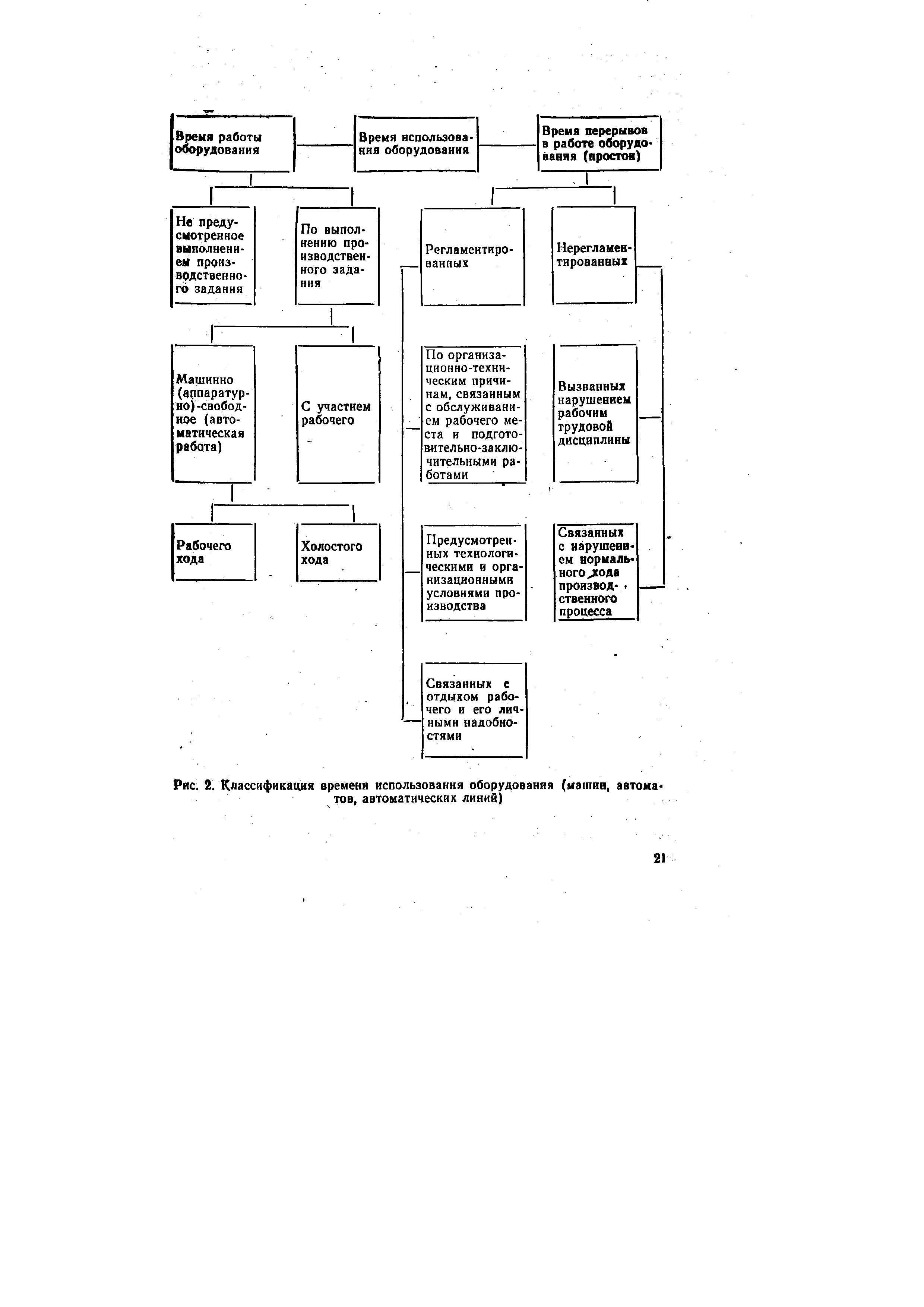 использования оборудования (машин, автоматов, автоматических линий) » height=»300″/> использования оборудования (машин, автоматов, автоматических линий) » height=»300″/> |
Показателями эффективности считают срок, в течение которого новая техника будет введена в действие и использована для выпуска продукции величину капитальных затрат, а также срок их окупаемости. Предположим, что предприятие должно в плановом году внедрить автоматическую линию. По смете определено, что на внедрение автоматической линии (приобретение и монтаж) потребуется 115 тыс. руб Фактические затраты на приобретение и доставку линии до склада предприятия составили 101 тыс. руб. На монтаж и дополнительные строительные работы, связанные с внедрением линии, затрачено 14 тыс руб Внедряемая автоматическая линия позволяеч высвободить какое-то количество работников. Число условно высвобожденных работников (Рв) в зависимости от содержания и характера мероприятия по новой технике можно определить по таким расчетам [c.125]
Установление предполагаемого объема потребности в определенных видах электроизделий представляет одну из важнейших задач прогнозирования в отрасли. Величина потребности является основанием для формирования производственной программы отрасли и обеспечения условий ее выполнения — приобретения необходимого оборудования, строительства новых и реконструкции действующих предприятий, обеспечения отрасли необходимыми материальными, трудовыми, энергетическими ресурсами и т. д. Так, прогноз развития металлорежущего оборудования в двенадцатой пятилетке позволил определить, что в этот период производство роторных автоматических линий существенно увеличится по сравнению с предыдущей пятилеткой. Это помогло своевременно провести мероприятия для обеспечения выпуска потребного объема соответствующего электрооборудования. Новые электротехнические производства создаются на основе прогноза использования новых видов получения энергии (магнитогидродинамические генераторы, термоэлементные устройства, атомные генераторы и др.). В этой связи прогнозируются главные направления развития науки и техники. [c.87]
Одной из главных форм автоматизации в отрасли является внедрение автоматизированных линий. Недостаток большинства имеющихся автоматических линий заключается в том, что они предназначаются, как правило, для обработки ограниченной номенклатуры конструктивно и технологически подобных деталей. Этот недостаток устраняется внедрением гибких производственных систем (ГПС), в результате мелкосерийное производство может быть организовано на прогрессивных принципах крупносерийного и даже массового производства. ГПС представляют комплекс высокопроизводительного технологического оборудования — станков с числовым программным управлением (ЧПУ), типа обрабатывающий центр , автоматических манипуляторов с числовым программным управлением, автоматизированных и роботизированных транс-портноскладских, накопительных, вспомогательных, контрольных и других систем с управлением от ЭВМ. Это дает возможность увеличить коэффициент использования оборудования до 0,85—0,9, снизить численность ППП в 6 раз, потребность в оборудовании — в 6—7 раз, потребность в производственных площадях — в 6—7 раз, резко уменьшить себестоимость выпускаемой продукции. В одиннадцатой пятилетке на 50 предприятиях отрасли созданы автоматизированные цехи, участки с применением ГПС и роботизированных комплексов. [c.205]
На сланцехимическом заводе Кивиыли за годы одиннадцатой пятилетки реализовано 21 мероприятие по повышению технического уровня производства и ликвидации ручного труда. Среди них — внедрение автоматической линии расфасовки стирального порошка, в результате чего высвобождена значительная часть фасовщиков в цехе синтетических моющих средств. По плану технической реконструкции и перевооружения завода реконструировано производство компонента битумно-кукерсоль-ной мастики, что позволило улучшить условия труда 15 рабочих. В результате проведения мероприятий по облегчению операций погрузки — разгрузки железнодорожных вагонов освобождены от тяжелого физического труда 8 рабочих и уменьшена продолжительность погрузки — разгрузки вагонов. [c.128]
Пример 1. При проектировании в городе N промышленного узла возможны два варианта проектного решения. Вариант 1 в восточной зоне города размещаются завод по производству унифицированных и специализированных узлов для автомагических линий линейного производства (1) и завод автоматических линий для холодной штамповки (2) в северном промышленном районе города разместится завод кранового электрооборудования (3). Вариант II все три предприятия размещаются в восточной зоне и составляют единый промышленный узел. Необходимо выбрать экономически более целесообразный вариант. [c.179]
Ряд связанных между собой автоматическими транспортно-погру-зочмыми устройствами автоматических линий образуют автоматически, комплексы с замкнутым циклом производства изделий. [c.138]
По числу одновременно изготовляемых изделий автоматические поточные линии сориентированы на поштучную или многодетальную (групповую) обработку. Групповая обработка характерна для большинства производств отрасли. В полупроводниковой промышленности по групповому принципу осуществляются операции фотолитографии, диф-фуз аи, напыления, в конденсаторостроении — пропитка секций, в производстве резисторов — науглероживание керамических стержней. Часто на автоматических линиях операции с поштучной обработкой чередуются с групповыми. [c.140]
Такого недостатка лишены бункерные автоматические линии, имеющие специальные загрузочные устройства. При остановке одного из автоматов линии с гибкой связью остальные агрегаты могут некоторое время работать за счет заделов, хранящихся в бункерных установках. Следует отметить, что эффективное использование тех или иных типов линий с гибкой связью определяется условиями производства и особенностями изготовляемой продукции. Кассетные линии весьма производительны (до 20 тыс. изделий в час) и широко используются в полупроводниковом производстве. Пенальные линии имеют в качестве накопителей съемные однорядные магазины. Их применение эффективно при стабильной номенклатуре и строгой регламентации ритма лин яи. [c.140]
Техническое обслуживание. Важным направлением работы по повышению эффективности автоматических линий, комплексов и систем является жесткая регламентация порядка и периодичности выполнения всех функций технического обслуживания. Должны быть разработаны регламенты на наладочные работы, межремонтное обслуживание, замену инструмента и приспособлений и т. п. Профилактический осмотр и ремонт оборудования следует проводить в подготовительные смены или нерабочие дни. В службу ремонта должны входить специализированные лаборатории, мастерские, группы для осуществления пусконала-дочных работ, планово-предупредительного ремонта и обеспечения нормального функционирования автоматических линий, робототехнологических комплексов и другого автоматического оборудования. [c.145]
Рабочие места производственных цехов и участков обслуживают ИРК, вюторые выполняют следующие функции получают из ЦИС инструмент и оснастку, организуют учет и хранение технологического оснащения, выдают инструмент и оснастку на рабочие места, организуют ремонт и восстановление инструмента, списывают пришедшее в негодность технологическое оснащение. ИРК оборудуются для удобного и надежного хранения инструмента. В кладовых по специальным карточкам ведется учет движения каждого вида инструмента. Выдача инструмента на рабочие места осуществляется чаще всего по марочной системе, когда рабочий получает инструмент в обмен на выданные ему марки. Передовыми методами работы ИРК являются доставка инструмента непосредственно на рабочие места, комплектная выдача инструмента, применение системы сигнализации для связи рабочего места с ИРК, подача инструмента на автоматические линии в установленное по графику время и т. д. [c.163]
Автоматические линии — массовая автоматическая обработка станками
Назначение автоматических линий (АЛ), как и любого другого оборудования, сводится к повышению производительности и увеличению прибыли. В данном случае эффективность достигается за счет многоинструментной и многопозиционной обработки деталей, сокращения доли живого труда, т. е. концентрации производства, полной автоматизации вспомогательных процессов и резкого уменьшения количества обслуживающего персонала.
Автоматические линии — это ряд автоматически управляемых станков, транспортных и контрольных механизмов, работающих по заданному технологическому процессу и представляющих собой единую систему, предназначенную для массовой обработки устойчивых по конструкции изделий АЛ используются преимущественно в массовом производстве разных отраслей промышленности, а в машиностроении они выполняют широкую номенклатуру операций: сверлильно-расточные, резьбонарезные, фрезерные, шлифовальные, токарные, зуборезные, кузнечно-прессовые, литейные, сварочные, термические, окрасочные, гальванические и др.
Впервые металлорежущие станки были соединены передающим устройством на английской фирме «Моррис моторз» в 19231924 гг. при изготовлении блоков цилиндров для автомобильных двигателей. Линия выполняла 53 операции и обрабатывала 15 блоков в час Линия обслуживалась 21 оператором, но управлялась она с помощью рычагов и поэтому была ненадежной в эксплуатации В 1928 г. фирма «А. О. Смит энд К°» построила завод в Милуоки (США), на котором было полностью автоматизировано производство автомобильных рам Изготовление рам начиналось с получения стальной полосы, которая сначала проходила через контрольную позицию, где проверялась и выправлялась. Затем по мере продвижения по автоматической станочной линии полоса резалась, гнулась, пробивалась и прессовалась, приобретая различные формы, необходимые для различных частей шасси. Так же автоматически все части собирались и клепались, затем собранные рамы обрабатывались металлическими щетками и протирались для последующей окраски. На линии, обслуживаемой 120 рабочими, главным образом наладчиками и ремонтниками, ежедневно производилось около 10 тысяч рам Таким образом, на каждую раму затрачивалось 16 человеко-минут.
В 1929 г. фирма «Грехем Пейдж Моторс» (США) создала автоматическую систему на базе агрегатных станков для обработки блока цилиндров машины. Автоматическая линия, созданная фирмой «Джон Бертрам» (Канада) на основе агрегатных станков, имела главный пульт централизованного дистанционного управления При этом у каждого станка (блока) была своя панель управления. Таким образом, впервые была создана единая сблокированная автоматическая система машин.
В Советском Союзе станочная линия впервые была создана в 1939-1940 гг. на Сталинградском тракторном заводе. Она состояла из 5 станков, соединенных конвейерами, и предназначалась для обработки роликовых втулок для гусеничных тракторов Первая поточная автоматическая линия была построена на базе модернизированных станков ручного управления.
Во время Второй мировой войны и в послевоенные годы автоматические станочные линии агрегатных станков получили большое распространение на советских машиностроительных заводах В 1946 г. ЭНИМС и завод «Станкоконструкция» создали автоматическую линию станков для обработки блоков двигателей тракторов.
В этом же году была создана линия для обработки головки двигателя трактора ХТЗ. В 1947 г. созданы четыре автоматические линии для обработки блоков двигателей грузовых автомобилей ЗИЛ-150. Одна из четырех линий состояла из 8 станков типа А291, А306 и имела 8 рабочих позиций, 224 шпинделя, а также 20 электродвигателей. Управление автоматической линией производилось с центрального пульта, снабженного световой сигнализацией Протяженность линии 17,2 м С этого времени началось быстрое внедрение автоматических линий в СССР.
В конце 1955 г. на Первом государственном подшипниковом заводе (ГПЗ-1) был создан и в 1956 г. вошел в строй цех, оборудованный двумя автоматическими линиями по производству шариковых и роликовых подшипников. На линии полностью автоматизированы все операции механической и термической обработки колец, контроля, сборки, антикоррозийной обработки, упаковки изделий и удаления стружки (рис. 1). Благодаря внедрению автоматических линий производственный цикл изготовления подшипников сократился в 4-5 раз, а выработка на одного рабочего повысилась в 2 раза.
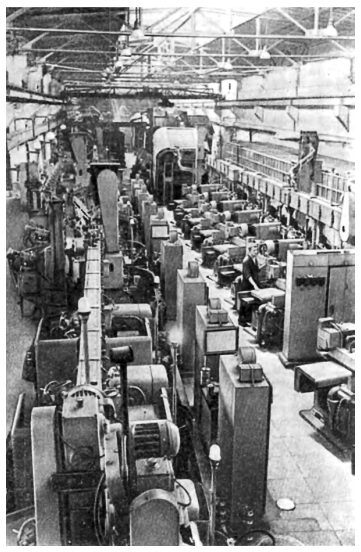
Рис. 1. Цех-автомат на ГПЗ-1
1. Классификация автоматических линий
Учитывая широкое применение АЛ в промышленности, их классифицируют по разным свойствам: по типу оборудования, расположению оборудования, типу связи между станками, способу транспортирования обрабатываемых деталей АЛ делят на жесткие (синхронные) и гибкие (асинхронные), сквозные и несквозные, ветвящиеся и неветвящиеся.
По типу оборудования различают автоматические линии, скомпонованные из специально построенных для данной АЛ, универсальных или специализированных станков Два последних типа перед встраиванием в линию должны быть модернизированы и автоматизированы.
По расположению оборудования АЛ делятся:
- на линейные, кольцевые, прямоугольные, зигзагообразные, z-образные;
- на однопоточные и многопоточные;
- с зависимыми и независимыми потоками;
- с поперечным, продольным и угловым расположением основного технологического оборудования.
Большинство компоновок имеет незамкнутую структуру, обеспечивающую более удобный доступ для обслуживания и ремонта.
По типу связей между станками АЛ делятся:
- на жесткие (синхронные). Такая межоперационная связь характеризуется отсутствием межоперационных заделов. Заготовки загружаются, обрабатываются, разгружаются и передвигаются от станка к станку одновременно или через кратные промежутки времени, в случае остановки любого устройства вся линия останавливается;
- нежесткие (асинхронные) . Межоперационные связи обеспечиваются наличием межоперационных заделов, размещаемых в накопителях или транспортной системе. Это дает возможность при выходе из строя любого станка работу остальных станков до истощения межоперационных заделов не останавливать
По способу транспортирования обрабатываемых деталей АЛ бывают:
- со сквозным транспортированием через рабочую зону станков — применяется в основном при обработке корпусных деталей на агрегатных станках;
- с верхним транспортированием заготовок — применяется при обработке зубчатых колес, фланцев, валов и других деталей;
- с боковым (фронтальным) транспортированием — примеряется при обработке коленчатых и распределительных валов, гильз, крупных колец;
- с роторным транспортированием — применяется на роторных АЛ, где обработка и транспортирование полностью или частично совмещены
АЛ можно разделить по способу перемещения обрабатываемых деталей с позиции на позицию:
- на спутниковые (для обработки сложных по форме деталей, которые трудно или невозможно транспортировать и закреплять в автоматическом режиме с помощью механических устройств);
- бесспутниковые (для обработки деталей, имеющих развитые базовые поверхности, гарантирующие их надежную и точную установку на транспортере и в зажимном приспособлении).
Конструкция станков, входящих в состав линий (как специально построенных для данной АЛ, так и универсальных или специализированных), при встраивании в АЛ не претерпевает существенных изменений. Доработке подвергается только система управления (работу каждого отдельного станка надо согласовать с работой всей линии), а станок снабжается устройством автоматической загрузки заготовки с транспортера. Оборудование АЛ, помимо станков, включает транспортные системы и системы управления.
2. Транспортные системы и механизмы АЛ
Конструкции транспортных систем и механизмов АЛ зависят по большей части от параметров обрабатываемых деталей.
Транспортные системы АЛ являются одной из их основных характеристик. Они делятся:
- по целевому назначению (на системы для межоперационного и межстаночного перемещения и для удаления стружки);
- по способу перемещения деталей (циклического и непрерывного действия);
- по методу перемещения деталей (под действием силы тяжести, принудительно и смешанным способом)
Основными видами транспорта АЛ являются:
- элементарные транспортеры;
- распределительные транспортеры (разделяющие поток заготовок на две или более части и соединяющие разделенные потоки);
- поворотные устройства (поворачивающие заготовку вокруг вертикальной или горизонтальной оси);
- подъемники (поднимающие заготовки вверх при расположении транспортера над станками);
- манипуляторы (передают заготовки с транспортера в зону обработки станка);
- транспортеры для уборки стружки и пр.
Для перемещения заготовок с одной рабочей позиции на другую применяют разные виды транспортеров: толкающие, цепные, подвесные, ленточные, роликовые, винтовые, инерционные, лотки, трубы и т. п.
Одна из модификаций шагового штангового транспортера с собачками показана на рис. 2, а. Для перемещения деталей, имеющих развитую опорную поверхность, эти транспортеры совершают возвратно-поступательное движение вдоль линии. Все детали 1, находящиеся на транспортере, за один цикл синхронно перемещаются на величину хода штанги 3 от пневмоцилиндра 4. При движении штанги 3 в обратном направлении собачки 2 проскальзывают под деталями.
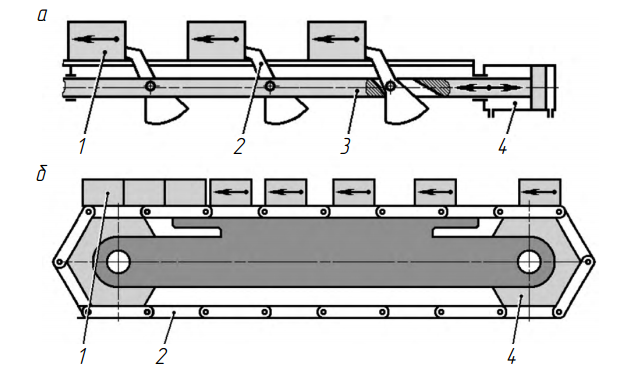
Рис. 2. Простейшие транспортные системы автоматических линий: 1 — деталь; 2 — перемещающий элемент транспортера; 3 — штанга; 4 — привод.
Цепные транспортеры (рис. 2, б) применяют на многих линиях, где надо непрерывно двигать заготовки в процессе обработки. Движение деталей 1 на таком транспортере не является синхронным. В конце транспортера детали обычно накапливаются в небольшом заделе. В качестве шаговых цепные транспортеры почти не применяют. Это объясняется тем, что обеспечить точное перемещение заготовок для их фиксации при базировании и зажиме на рабочих позициях цепной транспортер не может.
Транспортные системы бывают с жесткой, гибкой и смешанной связью.
Жесткая межоперационная связь характеризуется отсутствием или очень малой величиной межоперационных заделов. В АЛ с жесткой связью заготовки загружаются, обрабатываются, разгружаются и передвигаются от станка к станку синхронно через кратные промежутки времени и в случае остановки любого агрегата или устройства вся линия останавливается.
В АЛ из агрегатных станков для обработки корпусных деталей большей частью применяют транспортные системы с жесткой связью оборудования, к которым относятся шаговые конвейеры с убирающимися собачками или поворачивающимися флажками. В целях сокращения простоев в АЛ с жесткой связью применяют конвейеры с управляющимися собачками, которые позволяют производить небольшое межоперационное накопление деталей между станками.
Гибкая межоперационная связь обеспечивается наличием межоперационных заделов, размещаемых в накопителях или транспортной системе, что создает возможность при выходе из строя любого станка работу остальных агрегатов до истощения межоперационных заделов не прекращать. Показанные на рис. 2 штанговый и цепной конвейеры относятся к системам с жесткой и гибкой связью соответственно.
В АЛ с гибкой связью для обработки главным образом деталей типа тел вращения (кольца, фланцы, валики) чаще всего применяются транспортные системы в виде цепных, роликовых, винтовых и вибрационных конвейеров, подъемников, лотков. При гибкой связи координация перемещений деталей в линии отсутствует.
Для уменьшения потерь рабочего времени, связанного с наладкой отдельных станков АЛ, в линию встраивают накопительные устройства. Для этого сплошной поток разделяют на отдельные участки, каждый из которых при остановке других может работать самостоятельно В синхронных АЛ транспортная система практически не может быть использована в качестве накопителя заготовок Детали, находящиеся на холостых позициях линии, не могут расходоваться в период простоя отдельных станков В несинхронных АЛ накопители находятся между отдельными станками или участками В системах линий накопители находятся также между отдельными линиями.
Для обеспечения работы АЛ по обработке корпусных деталей наиболее простые накопители заделов выполняются в виде площадок-складов, расположенных на стыке участков линии. Такие накопители обслуживаются рабочими вручную.
Автоматизированные накопители заделов корпусных деталей бывают двух типов: проходные (транзитные) и тупиковые.
Проходные накопители характеризуются тем, что в них детали транспортируются и при нормальной работе, а не только при простое одной из смежных секций. Обычно в качестве проходного накопителя корпусных деталей используется транспортер для передачи заготовок из секции в секцию (рис. 3). Транспортер выполнен в виде бесконечной цепи со свободно вращающимися роликами 3. При достижении деталью 2 неподвижного упора 1 или ранее поданной детали ролики прокатываются по нижней поверхности детали 2 (см. ролик в разрезе).
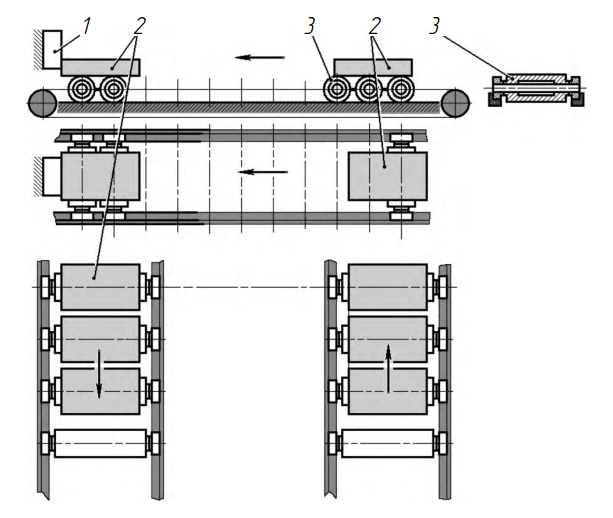
Рис. 3. Схема проходного накопителя заделов для корпусных деталей
Тупиковый накопитель (рис. 4) работает только при простое одной из смежных с ним секций. Секция 6 передает детали на позицию 8, соединенную с поперечным транспортером 5, а также с транспортером 7, предназначенным для передачи деталей в тупиковый накопитель заделов и из него Наличие деталей на позициях 2 и 8 контролируется конечными выключателями. Транспортер секции 6 выдает деталь на позицию 8 лишь при условии что на этой позиции нет детали.
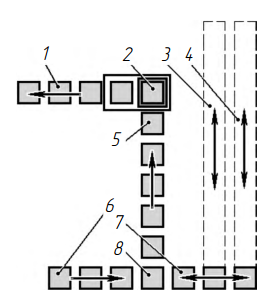
Рис. 4. Схема тупикового накопителя корпусных деталей
Транспортер секции 5 совершает ход вперед только в том случае, если на позиции 8 есть заготовка (ее он забирает), а на позиции 2 она отсутствует. Транспортер секции 1 совершает ход вперед, забирая деталь с позиции 2, лишь если на этой позиции есть деталь.
Эти условия соблюдаются при нормальной совместной работе секций. При простое секции 6 позиции 8 и 2 свободны (и транспортеры 5 и секции 1 не работают), и если на первом транспортере 3 накопителя есть деталь, то этот транспортер выдает деталь, транспортер 7 подает ее в позицию 8 и этим включаются транспортеры 5 и секции 1. Если начнет работать секция транспортера 7, то выдача деталей из накопителя прекращается. Если секция 6 не работает, то израсходуется весь запас и остановятся все транспортеры секций 6 и 1 и накопителя.
Если при нормальной работе с позиции 2 деталь не забирается секцией 1 и в накопителе есть свободная емкость, то с позиции 8 деталь забирается транспортером 7 и штанга накопителя начинает работать на накопление до тех пор, пока не начнет работать секция 1 или не окажется израсходованной емкость накопителя.
Уменьшение потерь не единственный критерий для деления линии на секции. Накопитель заделов вводится между двумя смежными станками, только если это не связано с крупными затратами Иногда накопители совсем не применяются из-за больших затрат на их устройство.
В качестве накопителей мелких деталей используются бункера.
Емкость накопителей заделов зависит от средней длительности простоя секции. Бункер для накопления мелких заготовок должен вмещать не меньше десятикратного числа заготовок, нужных для ликвидации простоя средней длительности На линиях для крупных деталей в накопителе собирают столько деталей, чтобы их хватило на время работы линии, превышающее простой в 1,5-6 раза. К чрезмерному увеличению размеров накопителей надо относиться осторожно и помнить, что незавершенное производство, создаваемое накопителями, отрицательно влияет на экономические показатели работы АЛ.
На многих автоматических линиях выполняется обработка деталей с двух сторон. Для изменения стороны обработки деталь надо повернуть. Механизмы изменения ориентации обрабатываемых деталей зависят от вида связи между станками: жесткая она или гибкая. При жесткой связи используются кантователи — поворотные столы, выполняющие эту операцию в строго определенном порядке. Во втором случае чаще используются разные загрузочные устройства или их элементы, использующие профиль детали и силы тяжести, разные упоры и ограничители.
Гидравлические механизмы поворота выполняют на основе гидроцилиндра в совокупности с зубчатой передачей и обгонной муфтой, в сочетании с мальтийским крестом или рычажно-храповым механизмом, а также на основе гидродвигателя или однополостного гидромотора. Аналогичные схемы имеют пневматические и пневмогидравлические механизмы поворота В электрических механизмах применяют асинхронные или шаговые электродвигатели Из механических механизмов поворота наиболее часто применяют рычажные, мальтийские, кулачковые и зубчатые.
После перемещения заготовки по транспортеру к станку в дело вступает загрузочное устройство. По месту расположения загрузочные устройства делятся:
- на непосредственно встроенные в автоматы и являющиеся их неотъемлемыми узлами и работающие от общего привода;
- расположенные около станков и между участками линии и имеющие самостоятельный привод
По характеру подачи деталей загрузочные агрегаты делят на непрерывные и циклические. Они приводятся в действие от механического, гидравлического или пневматического привода.
В зависимости от принятого метода накопления деталей устройства делят:
- на бункерные (мелкие детали в них располагаются навалом);
- магазинные (детали в емкости располагаются ориентированно в один ряд);
- штабельные (детали в емкости располагаются ориентированно в несколько рядов или слоев)
По конструктивному исполнению загрузочные устройства делят на цепные, фрикционные, трубчатые, дисковые и лотковые. Детали могут перемещаться под действием подающего диска, толкателя, цепи, вибрационного механизма, вращающихся щеток и других механизмов, а также под действием силы тяжести.
Среди загрузочных приспособлений как наиболее совершенные надо выделить манипуляторы и промышленных роботов.
Зажимные приспособления АЛ, как уже говорилось, есть двух видов: стационарные и приспособления-спутники.
Стационарные приспособления являются частью станка АЛ. В них подают, устанавливают, закрепляют и обрабатывают заготовки с надлежащим направлением режущего инструмента. После обработки заготовку открепляют, удаляют из приспособления и передают на транспортирующее устройство для перемещения на следующий станок Стационарные зажимные приспособления обычно одноместные однопозиционные, реже многопозиционные (поворотные) и многоместные. Эти приспособления автоматических линий имеют свои особенности. Заготовки в эти приспособления подаются и устанавливаются простейшим движением транспортирующего устройства линии В качестве установочных элементов используют опорные планки и два выдвижных пальца с коническими фасками. По сложной траектории (дуги и прямые) с помощью автооператоров заготовки деталей типа тел вращения обычно подаются в центры станков.
Автоматический контроль правильности установки заготовки в приспособление предупреждает брак и аварии. Работа приспособлений жестко согласована с действиями станка и конвейера.
Приспособления-спутники представляют собой устройства, которые несут закрепленные в них заготовки по всей трассе АЛ. Их применяют для обработки заготовок сложной конфигурации, реализуя принцип постоянства установочных баз Приспособление- спутник обычно представляет собой плиту прямоугольной формы с базовыми и зажимными элементами. В начале линии на спутнике вручную устанавливают и закрепляют заготовку Дальнейшее перемещение спутника с заготовкой не отличается от перемещения корпусной заготовки. Как и у корпусной детали, у плиты приспособления-спутника есть опорная поверхность и два установочных отверстия В конце линии заготовку открепляют и снимают Приспособления-спутники, кроме повышения качества обработки заготовки, усложняют АЛ из-за необходимости их возврата, удорожают ее и вынуждают организовывать жесткую транспортную связь.
Большой проблемой на автоматических линиях является удаление стружки. Ее удаляют из рабочей зоны станков, смывая эмульсией, сдувая сжатым воздухом или перемещая подвижными элементами станков и конвейера. При обработке деталей из чугуна без охлаждения применяется отсасывание металлической стружки и графитовой пыли с помощью гидроциклонов. Удаление стружки из отверстий производится выдуванием или вытряхиванием на спецустройствах. В особенно затруднительных случаях применяют экзотические методы вроде взрыва. Для улучшения отвода сливной стружки и предотвращения ее сворачивания в клубок на режущем инструменте применяют стружколомы, с опорных поверхностей приспособлений такую стружку смывают и сдувают Для обеспечения чистоты опорных поверхностей детали моют на встроенных в АЛ моечных машинах. После удаления со станка стружку транспортируют двумя способами: конвейерами, расположенными вне линии и встроенными в линию При этом используются скребки, шнеки, виброимпульсы, смыв стружки струей СОЖ из сопел, расположенных вдоль канала для удаления стружки, с помощью электромагнитов
3. Системы управления АЛ
Завершает и объединяет в одно целое конструкцию автоматической линии система управления, которая вместе с комплексом механизмов рабочих и холостых ходов является обязательной составной частью автоматической машины, выполняющей заданный технологический процесс без участия человека Система управления определяет характер взаимодействия управляемых рабочих органов автоматической машины и объединяет:
- систему управления всеми движениями и очередностью работы основных и вспомогательных механизмов;
- системы блокирования и сигнализации, обеспечивающие безаварийность работы основных и вспомогательных механизмов;
- систему регулирования, служащую для подналадки станков и инструментов;
- систему контроля, служащую для анализа результатов обработки
В системах управления АЛ применяют электрические, гидравлические и пневматические устройства связи, которые делятся:
- на внешние (обеспечивают согласование работы независимых друг от друга участков АЛ);
- внутренние (цепи управления, обеспечивающие последовательную работу отдельных механизмов станков, входящих в АЛ);
- промежуточные (обеспечивают согласованную работу отдельных станков какого-либо участка АЛ);
- вспомогательные (согласовывают работу отдельных агрегатов с другими системами управления).
Внешние и вспомогательные связи почти всегда бывают электрическими, а промежуточные — комбинированными (электромеханическими, электрогидравлическими или электропневматиче- скими) . Внутренние связи обеспечиваются разными устройствами: механическими, электрическими, пневматическими, гидравлическими или их комбинацией. На автоматических линиях управление последовательностью фаз работы агрегатов, в зависимости от назначения и состава оборудования, размера линии, а также длительности цикла ее работы, бывает централизованным, децентрализованным или смешанным.
Система управления автоматической линии включает программоноситель, считывающее устройство, устройство ввода программы, передаточно-преобразующее устройство, исполнительное устройство, систему обратной связи. Основными программоносителями, от которых поступают команды управления АЛ, являются:
- передвижные упоры (например, в АЛ применяются силовые столы, на верхнюю плоскость которых устанавливаются шпиндельные узлы с самостоятельным приводом вращения — фрезерные, расточные, револьверные бабки Включение различных этапов цикла стола происходит по команде, поступающей от конечного выключателя после нажатия на него упора);
- распределительные валы с кулачками (например, при включении в АЛ многошпиндельных или одношпиндельных токарных автоматов, управляемых от одного или двух распределительных валов — при включении в АЛ специализированных станков);
- копиры (например, те же гидрокопировальные токарные полуавтоматы);
- перфоленты, компакт-диски, флэш-карты.
Управление каждого отдельного станка обязательно согласуется с общим управлением АЛ.
Источник https://normative_reference_dictionary.academic.ru/68759/%D1%81%D0%B8%D1%81%D1%82%D0%B5%D0%BC%D0%B0_%D0%B0%D0%B2%D1%82%D0%BE%D0%BC%D0%B0%D1%82%D0%B8%D1%87%D0%B5%D1%81%D0%BA%D0%B8%D1%85_%D0%BB%D0%B8%D0%BD%D0%B8%D0%B9
Источник https://economy-ru.info/info/42666/
Источник https://extxe.com/3606/avtomaticheskie-linii-massovaja-obrabotka-avtomaticheski-upravljaemymi-stankami/



